| Citation: | Yushan YANG, Huajie SHEN, Xian WANG, Jian QIU. Preparation of Nanolignocellulose/Chitin Composites with Superior Mechanical Property and Thermal Stability[J]. Journal of Bioresources and Bioproducts, 2019, 4(4): 251-259. doi: 10.12162/jbb.v4i4.014

|
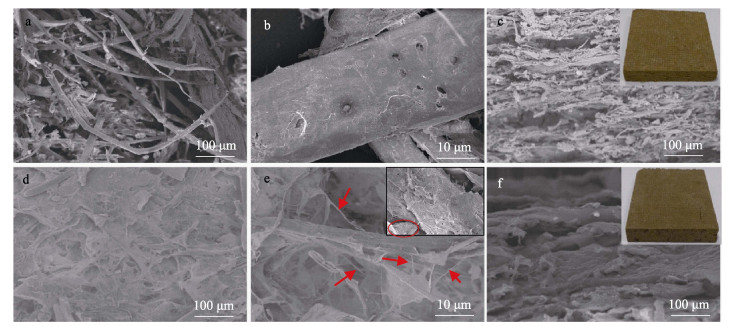
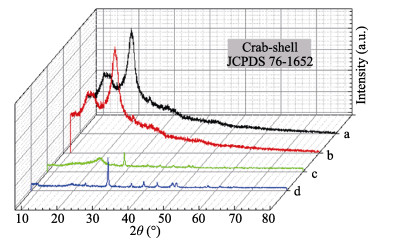
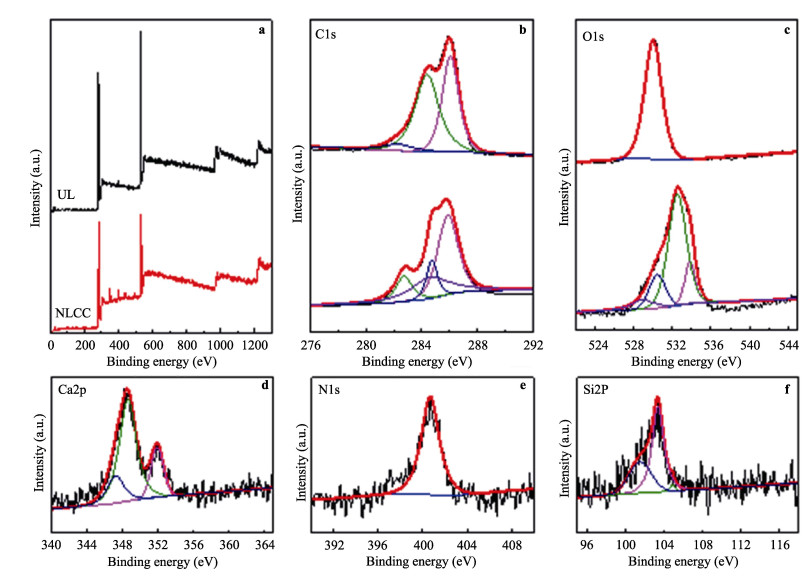
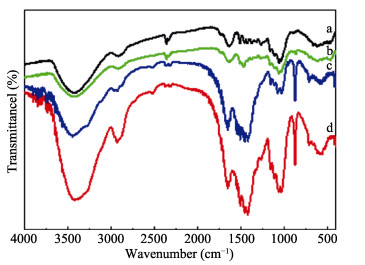
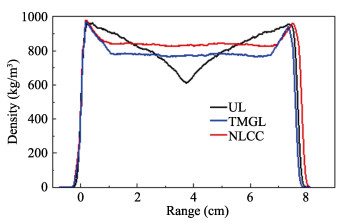
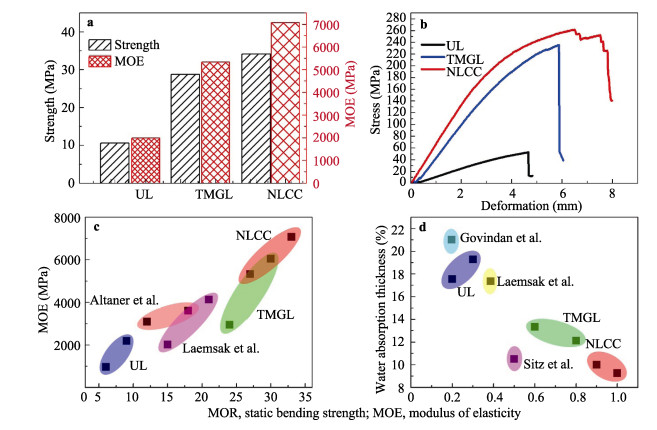
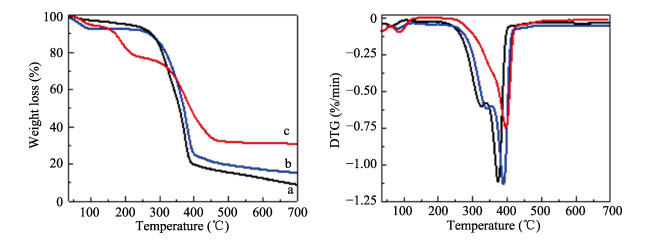
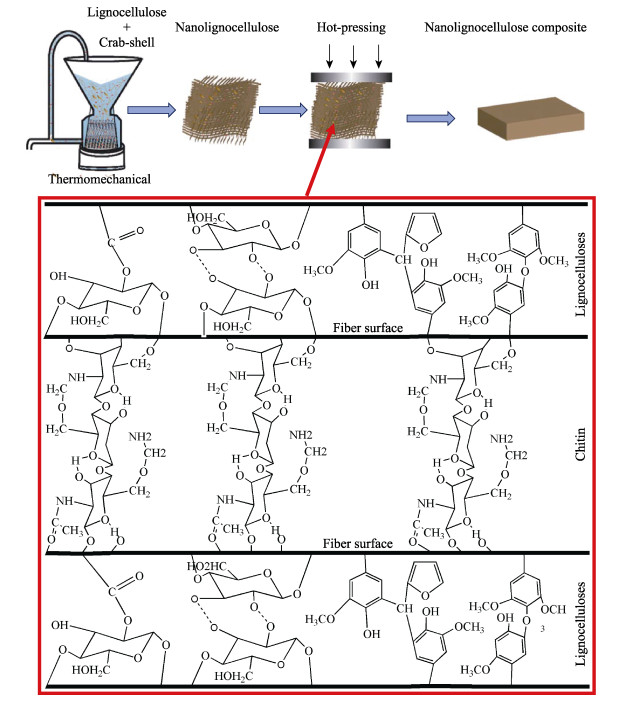
To resolve the issues of special processing equipment, cumbersome process flow and high cost of the composite material. The poplar wood fiber was used as the raw material, which were effectively crosslinked with chitin by the simple mechanical thermal rubber milling method, then the high performance nanolignocellulose/chitin composite were obtained by the binderless hot-press method. The nanostructure, chemical structure, surface composition, and thermal stability of nanolignocellulose/chitin composites were investigated by the scanning electron microscopy (SEM), Fourier transform infrared spectroscopy (FT-IR), X-ray photoelectron spectroscopy (XPS) and thermogravimetric/differential thermogravimetric (TG-DTG), respectively. Results turned out that the nanolignocellulose was laminated by the grinding and the composite material appeared layered structure after the binderless hot-pressing. Chitin/chitosan from crab shell powder can be effectively crosslinked with nanofibrillarized lignocellulose to increase the contact area of surface hydroxyl groups. The static bending strength (MOR), modulus of elasticity (MOE) and internal bonding strength of the nanolignocellulose/chitin composite were 34.13 MPa, 7072 MPa and 0.97 MPa, respectively. Meanwhile, the swelling value of thickness after water absorption was only 9.27%, demonstrating the dimensional stability. According to the profile density distribution, the density of nano-lignocellulose/chitin composites was relatively uniform, which indicates that the preparation process is reasonable. The nanolignocellulose/chitin composite has excellent thermal stability, since the mass loss of pyrolysis process is lower than the untreated binderless fiberboard. In this study, a new and effective methods for preparing composite materials was proposed, which provides some research ideas and theoretical guidance for the efficient development of new nanolignocellulose composite and waste marine arthropod materials.

|
Aaltonen O, Jauhiainen O, 2009. The preparation of lignocellulosic aerogels from ionic liquid solutions. Carbohydrate Polymers, 75(1):125-129. DOI:10.1016/j. carbpol.2008.07.008.
|
|
Altaner C M, Thomas L H, Fernandes A N, et al., 2014. How cellulose stretches:synergism between covalent and hydrogen bonding. Biomacromolecules, 15(3):791-798. DOI: 10.1021/bm401616n.
|
|
Ashori A, Nourbakhsh A, 2009. Effects of nanoclay as a reinforcement filler on the physical and mechanical properties of wood-based composite. Journal of Composite Materials, 43(18):1869-1875. DOI: 10.1177/0021998309340936.
|
|
Chen Y P, Cai T L, Dang B K, et al., 2018a. The properties of fibreboard based on nanolignocelluloses/CaCO3/PMMA composite synthesized through mechano-chemical method. Scientific Reports, 8:12633. DOI: 10.1038/s41598-018-23497-x.
|
|
Chen Y P, Dang B K, Jin C D, et al., 2019. Processing lignocellulose-based composites into an ultrastrong structural material. ACS Nano, 13(1):371-376. DOI:10.1021/acsnano. 8b06409.
|
|
Chen Y P, Sheng C M, Dang B K, et al., 2018b. High mechanical property of laminated electromechanical sensors by carbonized nanolignocellulose/graphene composites. ACS Applied Materials & Interfaces, 10(8):7344-7351. DOI: 10.1021/acsami.7b19353.
|
|
Chen Y P, Wang H W, Dang B K et al., 2017. Bio-inspired nacre-like nanolignocellulose-poly (vinyl alcohol)-TiO2 composite with superior mechanical and photocatalytic properties. Scientific Reports, 7:1823. DOI: 10.1038/s41598-017-02082-8.
|
|
Dang B K, Chen Y P, Shen X P, et al., 2017. Fabrication of a nano-ZnO/polyethylene/wood-fiber composite with enhanced microwave absorption and photocatalytic activity via a facile hot-press method. Materials, 10(11):1267. DOI: 10.3390/ma10111267.
|
|
Dang B K, Chen Y P, Wang H W, et al., 2018. Preparation of high mechanical performance nano-Fe3O4/wood fiber binderless composite boards for electromagnetic absorption via a facile and green method. Nanomaterials, 8(1):52. DOI: 10.3390/nano8010052.
|
|
Deepa B, Abraham E, Cordeiro N, et al., 2015. Utilization of various lignocellulosic biomass for the production of nanocellulose:a comparative study. Cellulose, 22(2):1075-1090. DOI: 10.1007/s10570-015-0554-x.
|
|
Fan Y M, Saito T, Isogai A, 2008. Preparation of chitin nanofibers from squid pen β-chitin by simple mechanical treatment under acid conditions. Biomacromolecules, 9(7):1919-1923. DOI: 10.1021/bm800178b.
|
|
Gao W, Shi Y Q, Zuo L, et al., 2016. Rough-surfaced molybdenum carbide nanobeads grown on graphene-coated carbon nanofibers membrane as free-standing hydrogen evolution reaction electrocatalyst. Materials Today Chemistry, 1/2:32-39. DOI: 10.1016/j.mtchem.2016.10.003.
|
|
Govindan B, Swarna Latha B, Nagamony P, et al., 2017. Designed synthesis of nanostructured magnetic hydroxyapatite based drug nanocarrier for anti-cancer drug delivery toward the treatment of human epidermoid carcinoma. Nanomaterials, 7(6):138. DOI: 10.3390/nano7060138.
|
|
Ifuku S, 2014. Chitin and chitosan nanofibers:preparation and chemical modifications. Molecules, 19(11):18367-18380. DOI: 10.3390/molecules191118367.
|
|
Ifuku S, Nogi M, Abe K, et al., 2011. Simple preparation method of chitin nanofibers with a uniform width of 10-20 nm from prawn shell under neutral conditions. Carbohydrate Polymers, 84(2):762-764. DOI: 10.1016/j.carbpol.2010.04.039.
|
|
Ifuku S, Saimoto H, 2012. Chitin nanofibers:preparations, modifications, and applications. Nanoscale, 4(11):3308. DOI: 10.1039/c2nr30383c.
|
|
João C F C, Baptista A C, Ferreira I M M, et al., 2016. Natural nanofibres for composite applications. Textile Science and Clothing Technology. Singapore:Springer Singapore, 261-299.
|
|
Laemsak N, Okuma M, 2000. Development of boards made from oil palm frond Ⅱ:properties of binderless boards from steam-exploded fibers of oil palm frond. Journal of Wood Science, 46(4):322-326. DOI: 10.1007/bf00766224
|
|
Li J, Lu Y, Yang D J, et al., 2011. Lignocellulose aerogel from wood-ionic liquid solution (1-allyl-3-methylimidazolium chloride) under freezing and thawing conditions. Biomacromolecules, 12(5):1860-1867. DOI: 10.1021/bm200205z.
|
|
Lu Y, Qiu J, Sun Q F, et al., 2014. Preparation and characterization of lignocellulose aerogel in ionic liquid. Science & Technology Review, 32(4):29-33. DOI: 10.3981/j.issn.1000-7857.2014.h1.003.
|
|
Lu Y, Sun Q F, She X L, et al., 2013. Fabrication and characterisation of α-chitin nanofibers and highly transparent chitin films by pulsed ultrasonication. Carbohydrate Polymers, 98(2):1497-1504. DOI: 10.1016/j.carbpol.2013.07.038.
|
|
Lu Y, Sun Q F, Yang D J, et al., 2012. Fabrication of mesoporous lignocellulose aerogels from wood via cyclic liquid nitrogen freezing-thawing in ionic liquid solution. Journal of Materials Chemistry, 22(27):13548. DOI: 10.1039/c2jm31310c.
|
|
Mussana H, Yang X, Tessima M, et al., 2018. Preparation of lignocellulose aerogels from cotton stalks in the ionic liquid-based co-solvent system. Industrial Crops and Products, 113:225-233. DOI: 10.1016/j.indcrop.2018.01.025.
|
|
Nogi M, Kurosaki F, Yano H, et al., 2010. Preparation of nanofibrillar carbon from chitin nanofibers. Carbohydrate Polymers, 81(4):919-924. DOI: 10.1016/j.carbpol.2010.04.006.
|
|
O'Brien J P, Fahnestock S R, Termonia Y, et al., 1998. Nylons from nature:synthetic analogs to spider silk. Advanced Materials, 10(15):1185-1195. DOI:10.1002/(sici)1521-4095(199810)10:15<1185::aid-adma1185>3.3.co; 2-k.
|
|
Okuda N, Sato M, 2004. Manufacture and mechanical properties of binderless boards from kenaf core. Journal of Wood Science, 50(1):53-61. DOI: 10.1007/s10086-003-0528-8.
|
|
Pillai C K S, Paul W, Sharma C P, 2009. Chitin and chitosan polymers:Chemistry, solubility and fiber formation. Progress in Polymer Science, 34(7):641-678. DOI:10.1016/j. progpolymsci.2009.04.001.
|
|
Quintana G, Velásquez J, Betancourt S, et al., 2009. Binderless fiberboard from steam exploded banana bunch. Industrial Crops and Products, 29(1):60-66. DOI:10.1016/j.indcrop. 2008.04.007.
|
|
Rybiński P, Syrek B, Masłowski M, et al., 2018. Influence of lignocellulose fillers on properties natural rubber composites. Journal of Polymers and the Environment, 26(6):2489-2501. DOI: 10.1007/s10924-017-1144-9.
|
|
Sitz E D, Bajwa D S, 2015. The mechanical properties of soybean straw and wheat straw blended medium density fiberboards made with methylene diphenyl diisocyanate binder. Industrial Crops and Products, 75:200-205. DOI: 10.1016/j.indcrop.2015.05.006.
|
|
Spinacé M A S, Lambert C S, Fermoselli K K G, et al., 2009. Characterization of lignocellulosic curaua fibres. Carbohydrate Polymers, 77(1):47-53. DOI: 10.1016/j.carbpol.2008.12.005.
|
|
Wang Z, Shen X P, Yan Y T, et al., 2018. Facile fabrication of a PDMS@stearic acid-Al(OH)3 coating on lignocellulose composite with superhydrophobicity and flame retardancy. Applied Surface Science, 450:387-395. DOI:10.1016/j. apsusc.2018.04.220.
|
|
Zargar V, Asghari M, Dashti A, 2015. A review on chitin and chitosan polymers:structure, chemistry, solubility, derivatives, and applications. ChemBioEng Reviews, 2(3):204-226. DOI: 10.1002/cben.201400025.
|
|
Zhu H L, Zhu S Z, Jia Z, et al., 2015. Anomalous scaling law of strength and toughness of cellulose nanopaper. Proceedings of the National Academy of Sciences of the United States of America, 112(29):8971-8976. DOI:10.1073/pnas. 1502870112.
|
Figures(8) / Tables(1)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: