2026, Vol. 11, No. 3
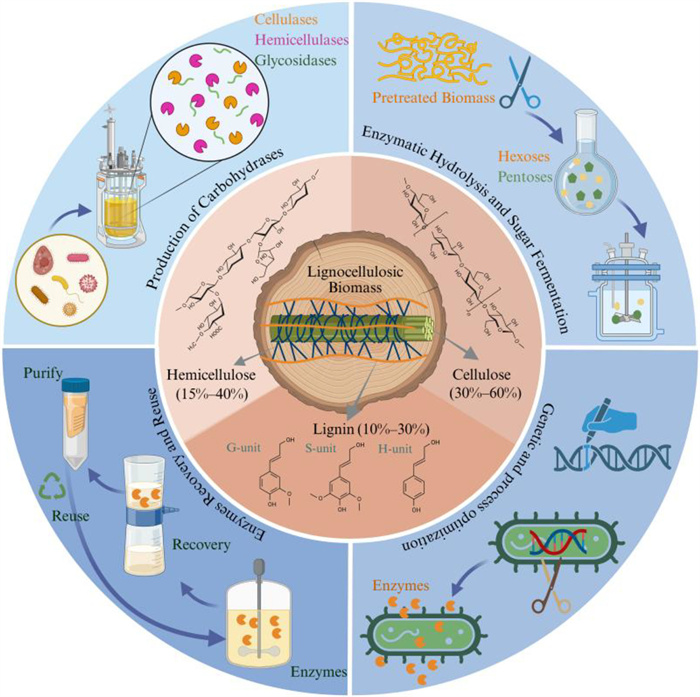
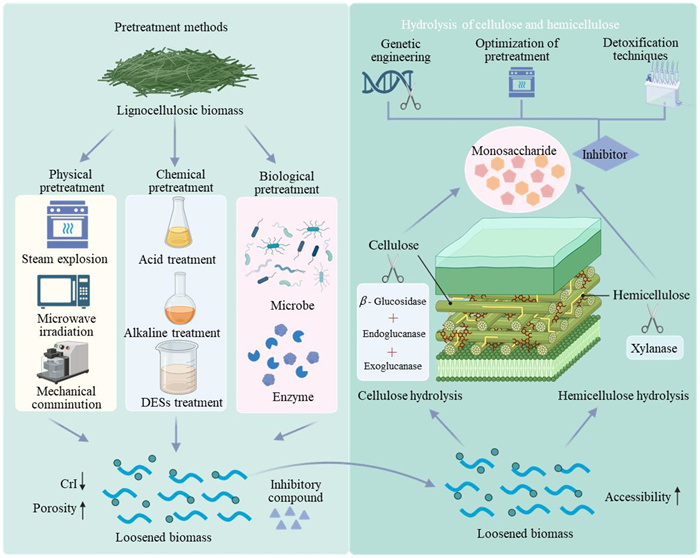
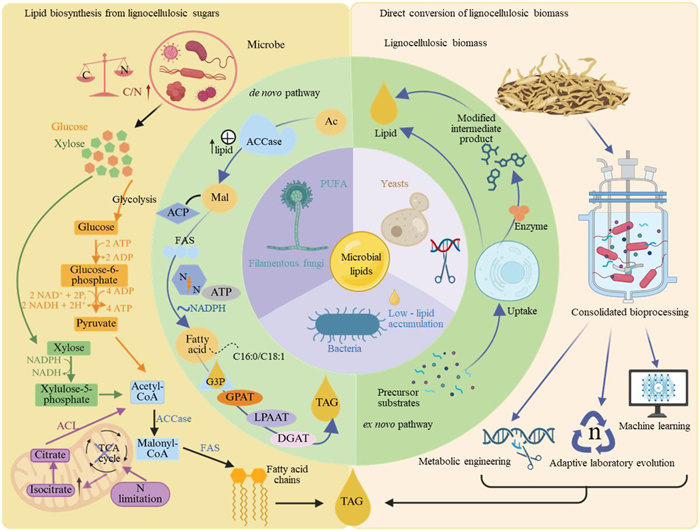
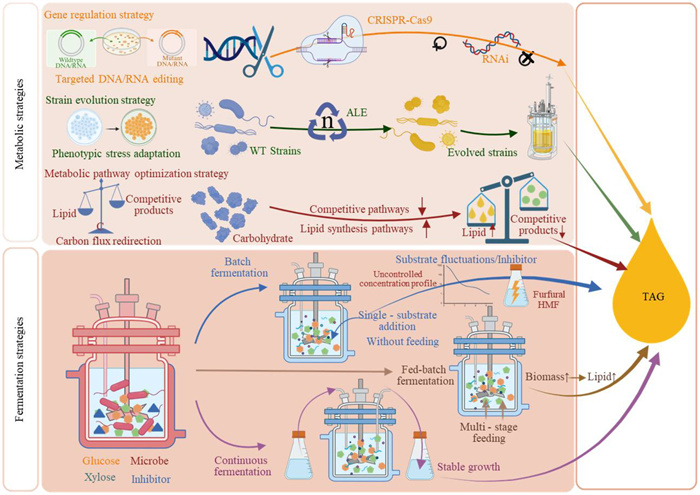
Amidst the urgent quest for carbon neutrality, lignocellulosic biomass has emerged as a key feedstock for sustainable biomanufacturing. However, the commercial viability of converting this recalcitrant resource into microbial lipids remains constrained by fragmented unit operations, particularly the trade-offs between biomass deconstruction efficiency and downstream inhibitor toxicity. This review moves beyond a linear technological summary to propose an integrated roadmap for next-generation biorefineries. We analyze the convergence of flexible and broadly applicable pretreatment strategies across diverse lignocellulosic feedstocks and synthetic biology-driven strain engineering, highlighting how tools such as Clustered Regularly Interspaced Short Palindromic Repeats/CRISPR-associated protein 9 and RNA interference enable more precise control of metabolic flux toward lipid precursors. Furthermore, we extend the discussion from monoculture systems to emerging artificial microbial consortia, which offer opportunities for functional division of labor in simultaneous inhibitor detoxification and lipid accumulation, while also presenting challenges in stability and metabolic coordination. In addition, we discuss how data-driven strategies, including machine learning and techno-economic analysis, can help bridge the gap between laboratory-scale advances and industrial implementation. By integrating insights from feedstock chemistry, microbial physiology, and process engineering, this review provides a systems-level perspective on the development of economically viable and low-carbon lipid biomanufacturing platforms.
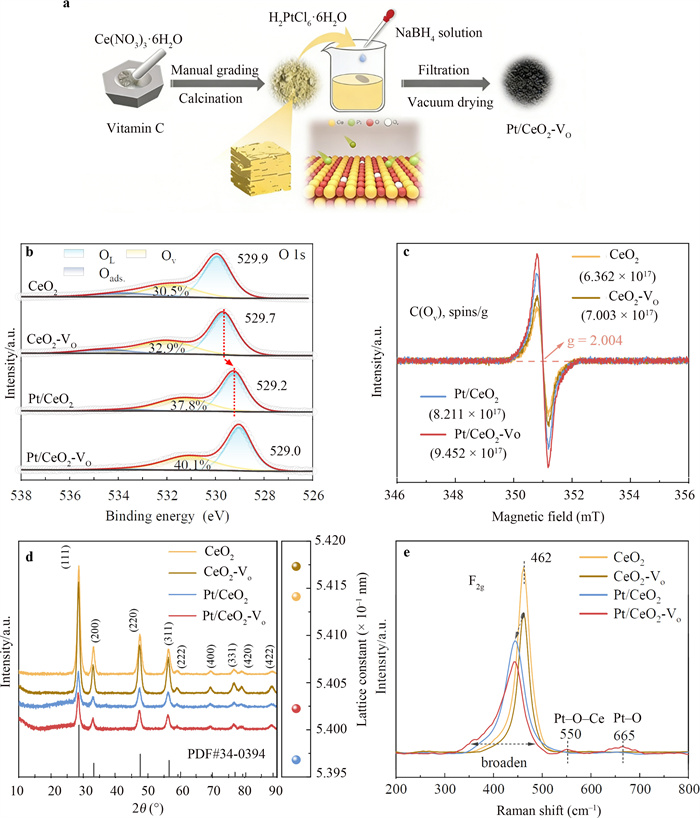
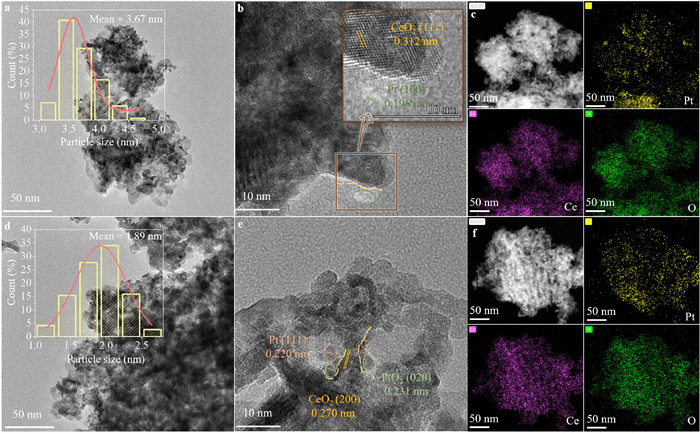
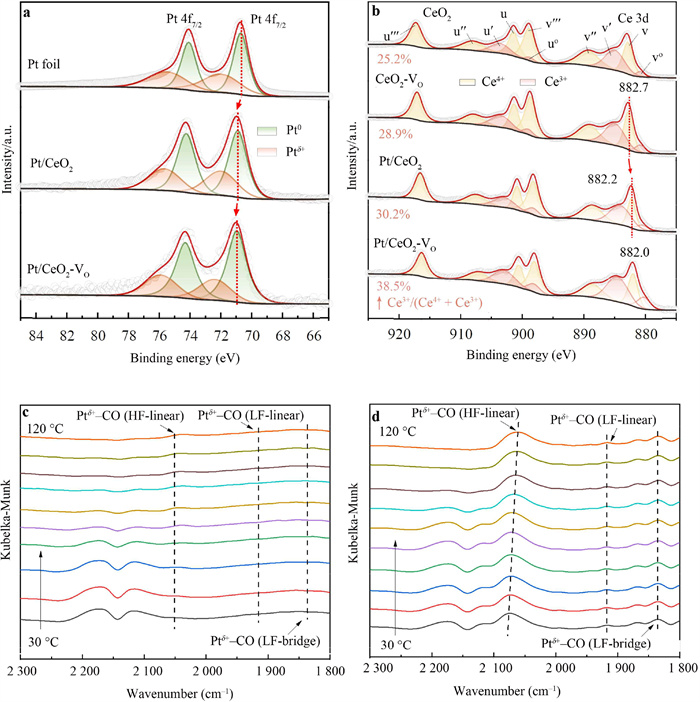
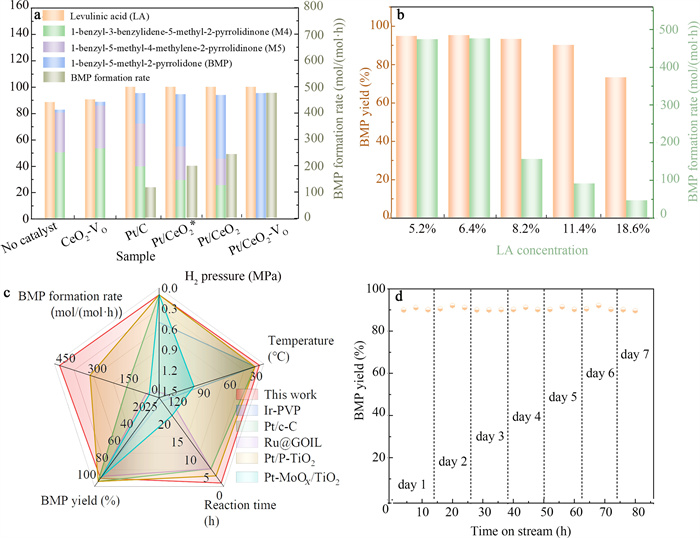
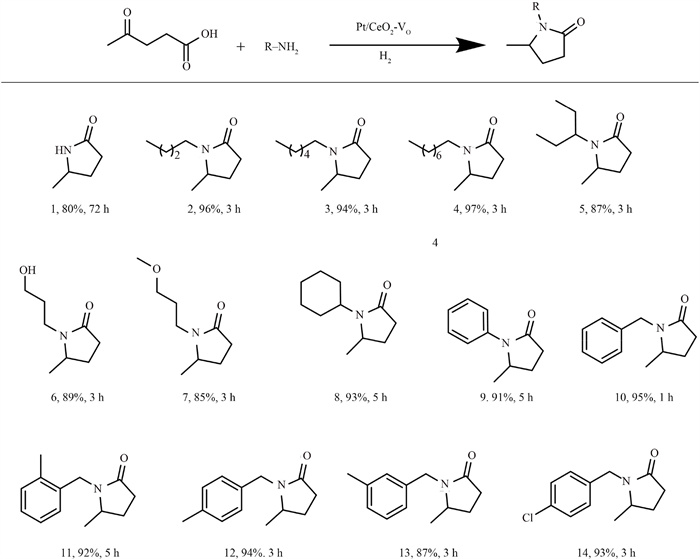
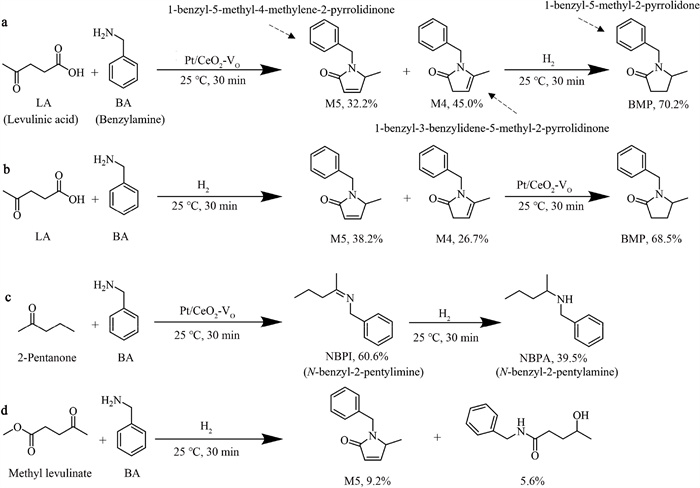
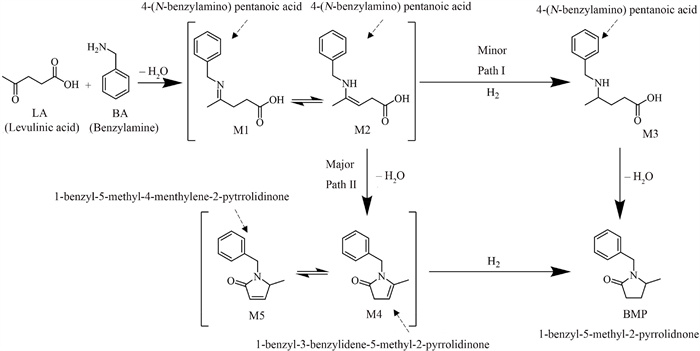
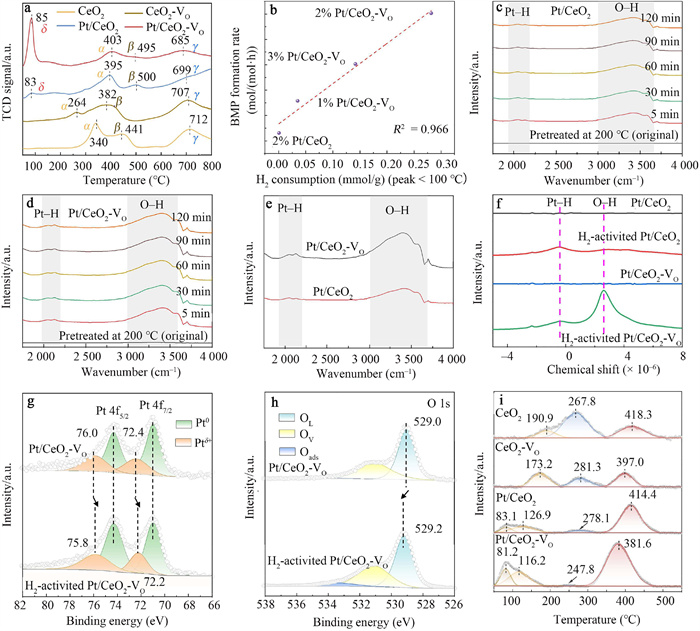
Reductive amination of biomass-derived levulinic acid (LA) to N-substituted-5-methyl-2-pyrrolidone (BMP), versatile nitrogen-containing chemicals, under ambient conditions is highly desirable but challenging due to inefficient H2 activation. To address this limitation, a platinum (Pt)-based catalyst supported on oxygen-vacancy-rich CeO2 (Pt/CeO2-Vo) was developed, comprising uniformly dispersed Pt/PtO2 heterostructures with adjacent Pt–O–Ce interfacial sites. At these Pt–O–Ce interfaces, electron-deficient Pt and electron-rich O atoms, modulated by neighboring oxygen vacancies, facilitate in situ hydrogen spillover from Pt nanoparticles, generating highly reactive Hδ+–O···Pt–Hδ– pairs that enable the efficient hydrogenation of the condensation intermediates formed between LA and amine substrates. Therefore, Pt/CeO2-Vo achieved a high BMP yield of 95.2% with a productivity of 476.0 mol/(mol·h) within 1 h under ambient conditions. Even at a high LA concentration of 11.4% (w), the yield remained above 90%, demonstrating the catalyst’s efficiency under ambient conditions. It also showed excellent recyclability over six consecutive cycles and maintained stable performance for over 80 h in a fixed-bed flow reactor. This work underscores the critical importance of interfacial engineering in optimizing Pt-based catalysts and provides a robust and sustainable strategy for biomass upgrading under mild conditions.
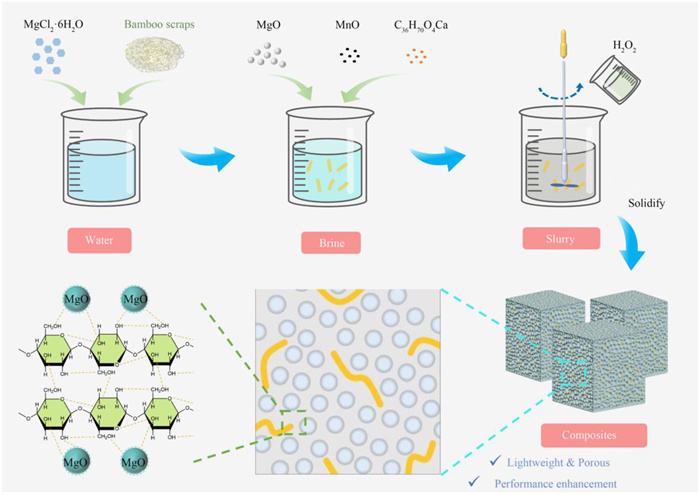
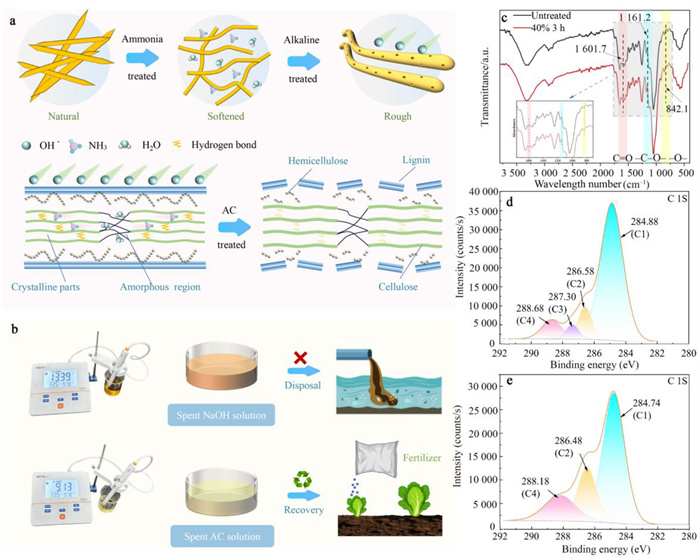
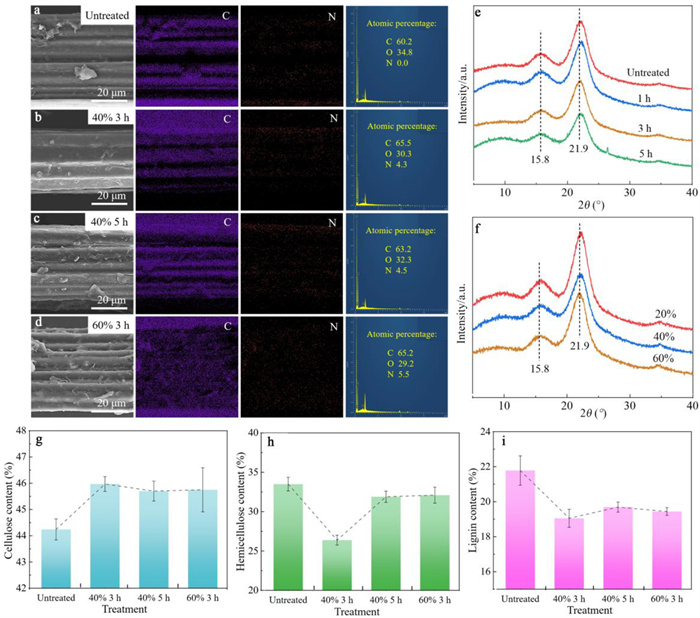
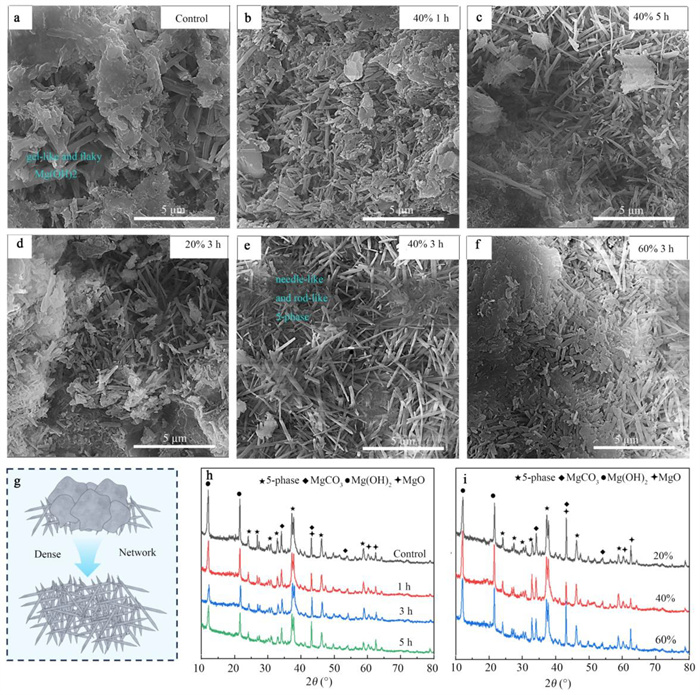
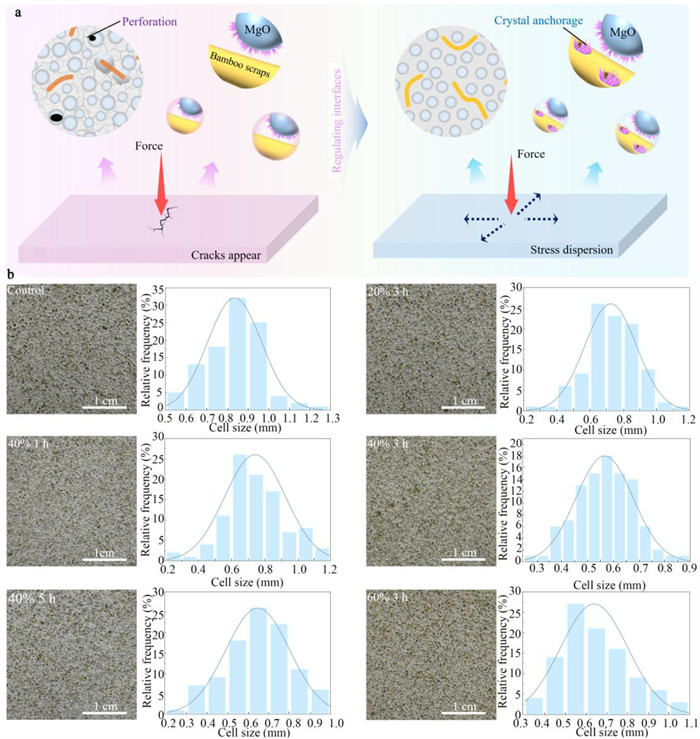
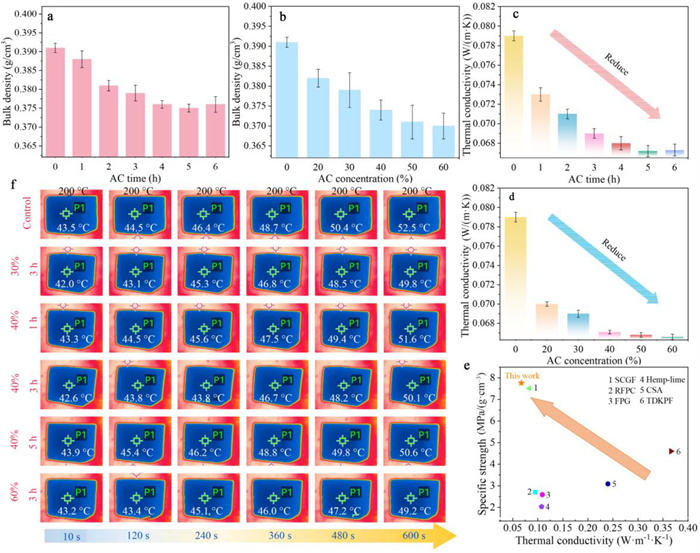
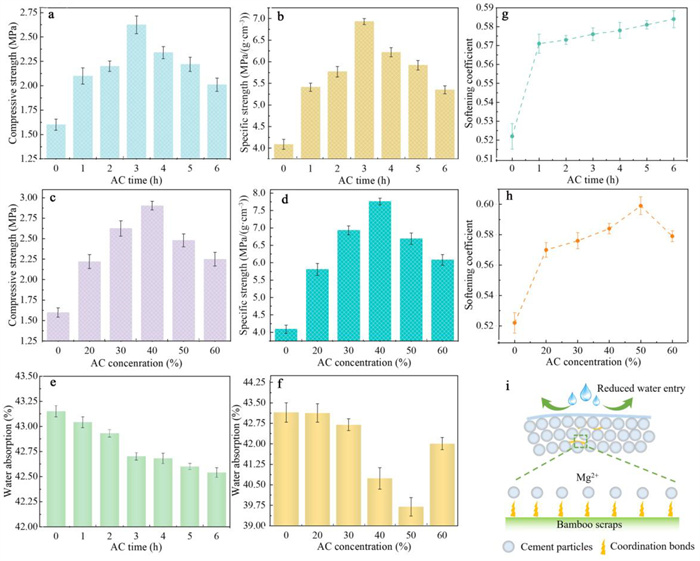
The combination of bamboo waste and magnesium oxychloride (MOC) cement is a promising pathway to obtain green, lightweight construction materials. However, bamboo scraps tend to hinder the formation of high-quality pores within composites, and the insufficient bonding strength at the inorganic-organic interface leads to poor performance. We present an eco-friendly ammonium carbonate (AC) treatment strategy to replace traditional processes that use NaOH solution to modulate the components of bamboo. The AC treatment removed substances that interfered with hydration and softened the rigid bamboo skeleton, attenuating its negative effects on pore formation. Furthermore, the exposure of hydrophilic groups facilitated the growth of 5-phase crystals into surface micropores, which created a robust anchoring effect that markedly reduced interfacial defects and brittleness. The composites prepared with this method exhibited a 45% increase in compressive strength, a 12% improvement in the softening coefficient, and a 15% reduction in thermal conductivity, endowing them with enhanced mechanical properties, improved water resistance, and excellent thermal insulation performance. This strategy provides a reference for preparing green, high-performance, biomass-based lightweight composites, as well as for interface modification and high-quality pore structure regulation.
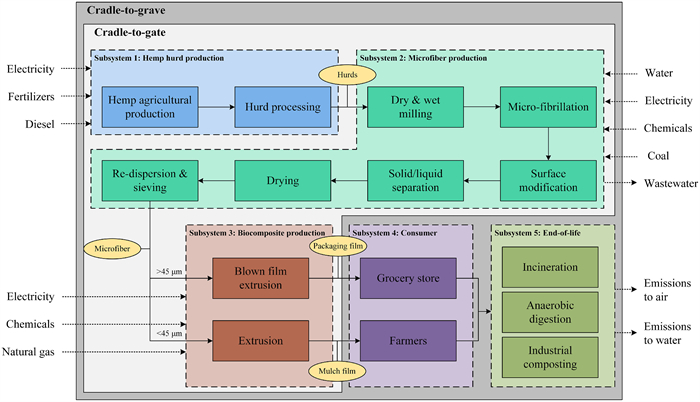
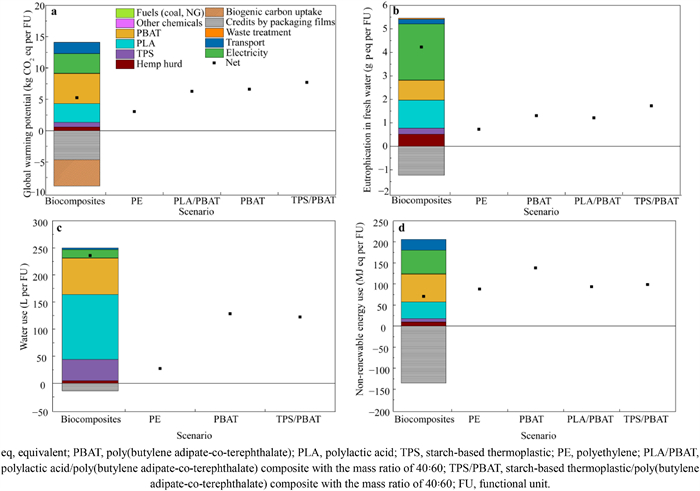
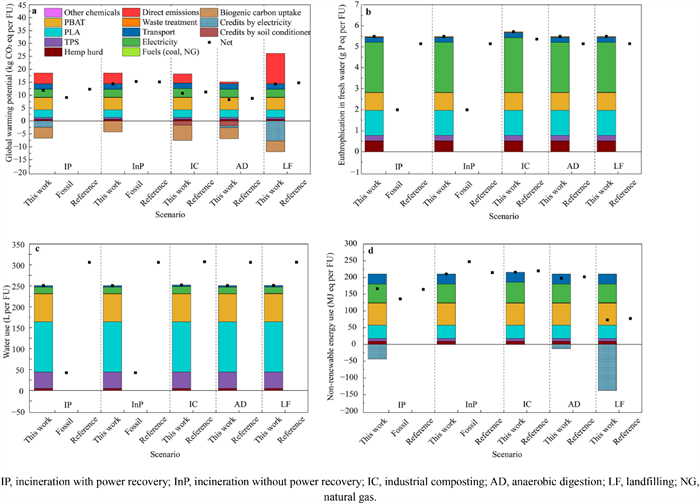
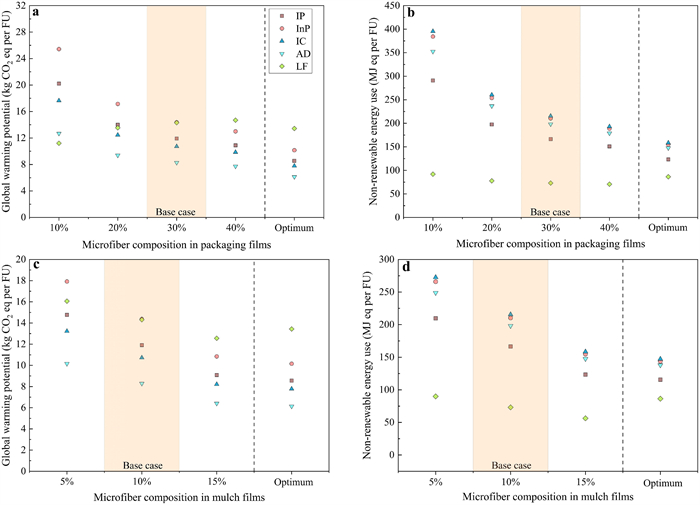
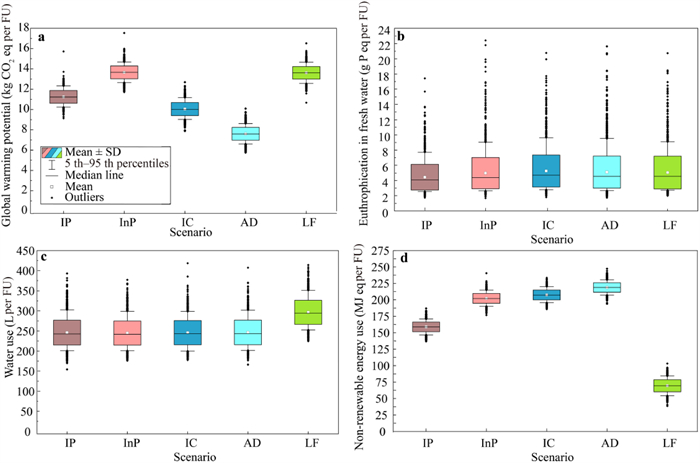
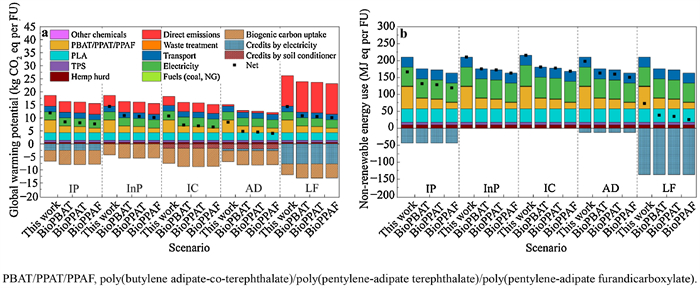
This study evaluated the environmental performance of producing biocomposites (packaging and mulch films) from hemp hurd-based microfibers as a sustainable alternative to conventional plastics, with emphasis on the influence of end-of-life (EoL) scenarios in South Korea. Mechanical testing confirmed that the biocomposites exhibited mechanical properties comparable to those of fossil-based and reference materials, such as the tensile strength increase of ~20% and 33% for packaging and mulch films, respectively. At the same time, their enhanced biodegradability contributes to the improved carbon outcomes. Life cycle assessment (LCA) results showed that anaerobic digestion (AD) is the most favorable EoL scenario, yielding the lowest global warming potential (GWP). These benefits stem from credits associated with electricity generation from biogas and the use of digestate as a soil conditioner, mitigating 6.1 kg CO2 per 1 kg of mulch film relative to current waste management practices in South Korea. The potential for carbon footprint reduction increased further with high microfiber content and the incorporation of biopolyesters during biocomposite manufacturing, saving up to 4.25 kg CO2 per 1 kg of mulch film in both cases. Overall, the findings demonstrate that biobased composites provide robust environmental advantages under current conditions and are positioned to deliver even greater benefits as the energy system continues to decarbonize in South Korea. This work offers practical insights into sustainable production pathways and waste management strategies for emerging bioplastic systems, supporting their integration into a circular and low-carbon materials economy.

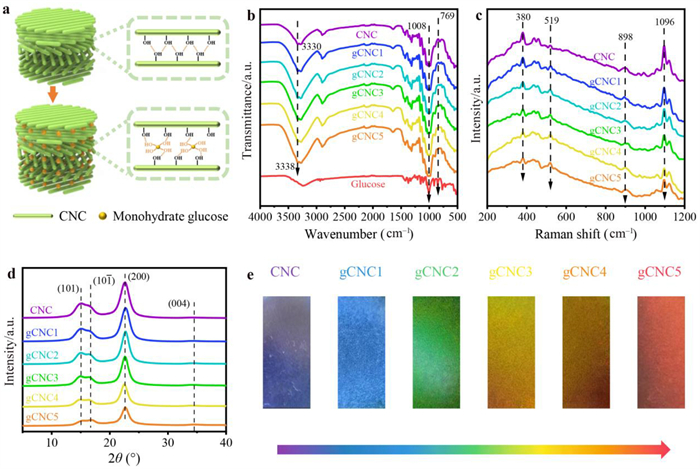
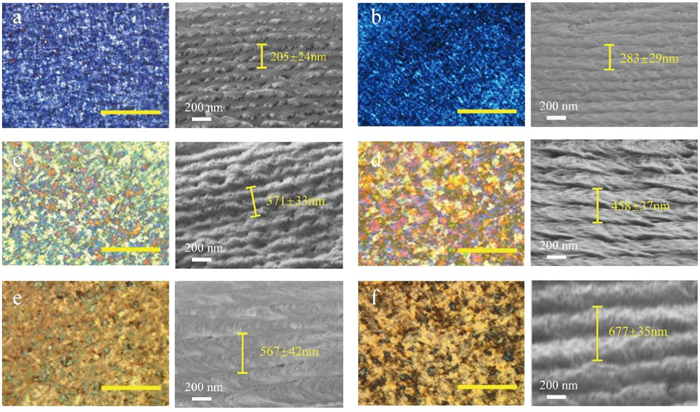
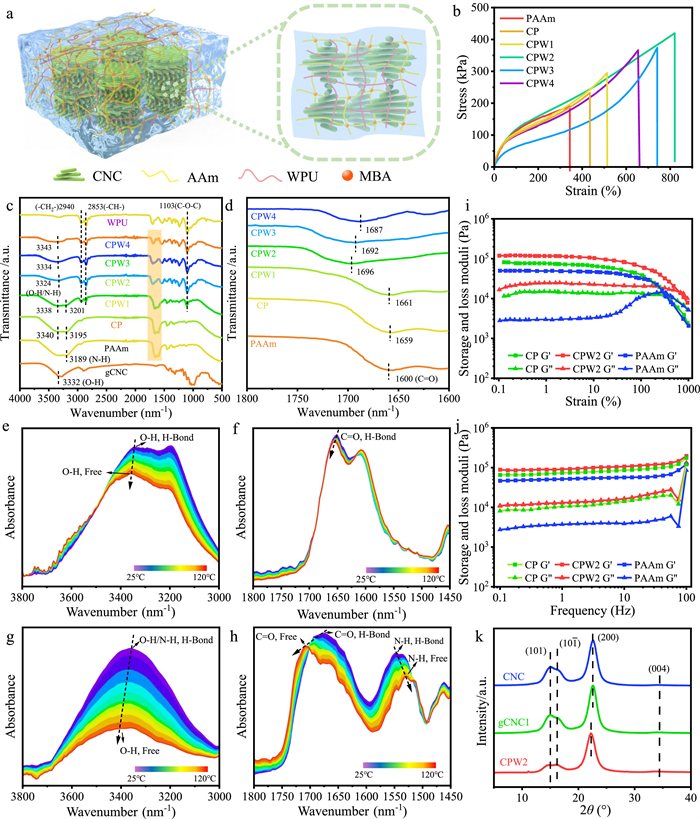
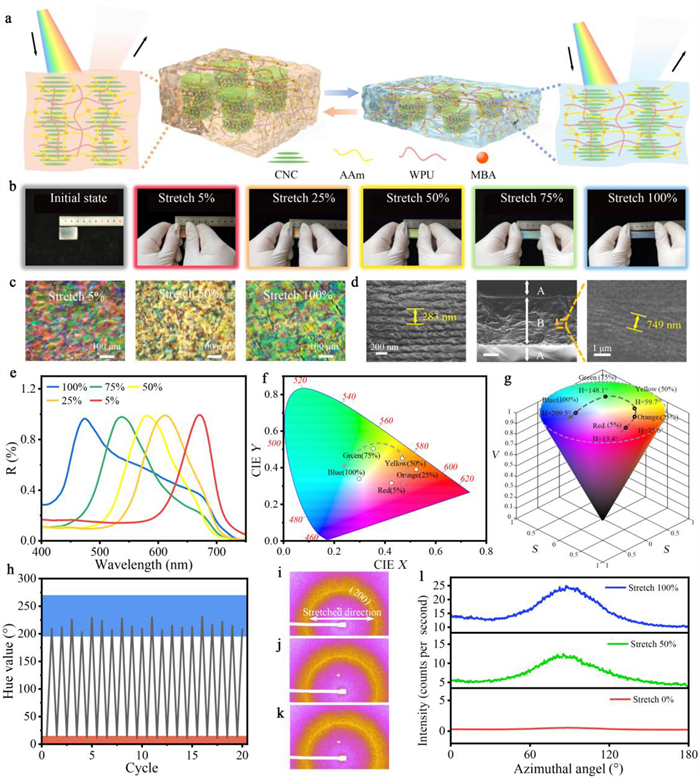
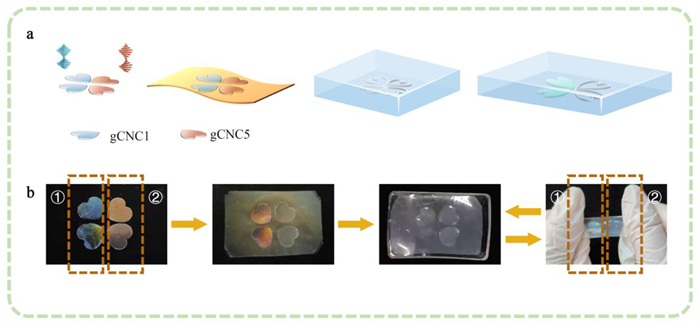
The mechanochromic photonic hydrogels based on cellulose nanocrystals (CNCs) face a contradiction between vividness of structural color and mechanical robustness. Inspired by octopus iridophores, a multi-network synergistic strategy was designed to overcome this challenge. A CNC/polyacrylamide/waterborne polyurethane (CPW) composite hydrogel was fabricated through co-assembly, precursor permeation, and thermal polymerization. This approach embedded a glucose-modified CNC (gCNC) chiral template within an interpenetrating elastic matrix, forming a triple network architecture. Dynamic hydrogen bonding endowed remarkable mechanical properties (420 kPa tensile strength, 821% elongation) while preserving structural order. Consequently, the hydrogel achieved reversible color switching from near-infrared to the full visible spectrum upon stretching, with a reflection peak varying from 467 to 670 nm. This work demonstrated its application in customizable information encryption, where encoded patterns are accurately revealed under specific strain with good cyclic durability. It not only provides a special biomimetic paradigm for designing intelligent responsive materials but also marks a key step toward the practical application of bio-based photonic materials in advanced and extreme environments.
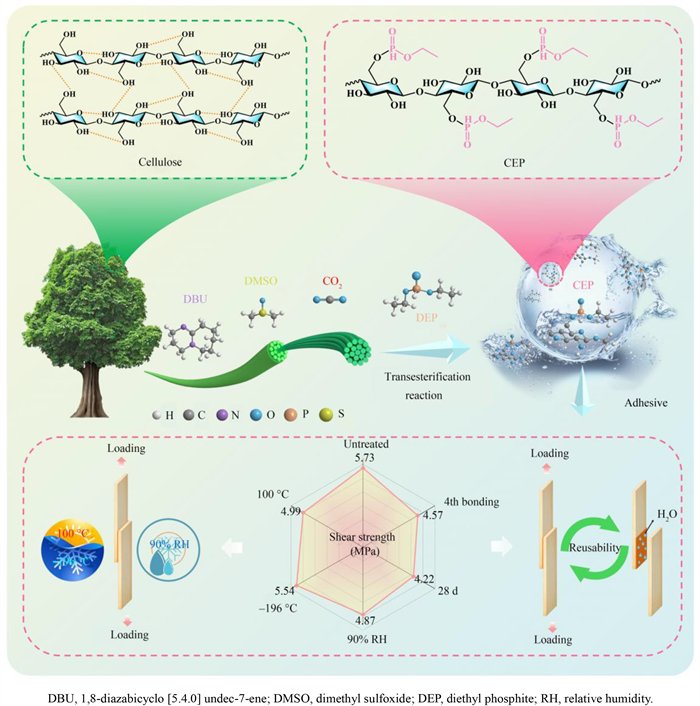
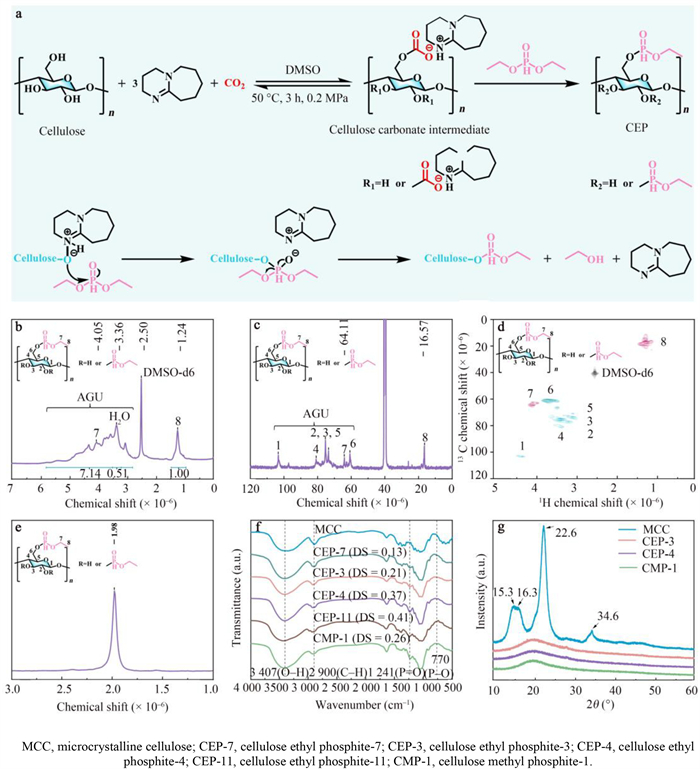
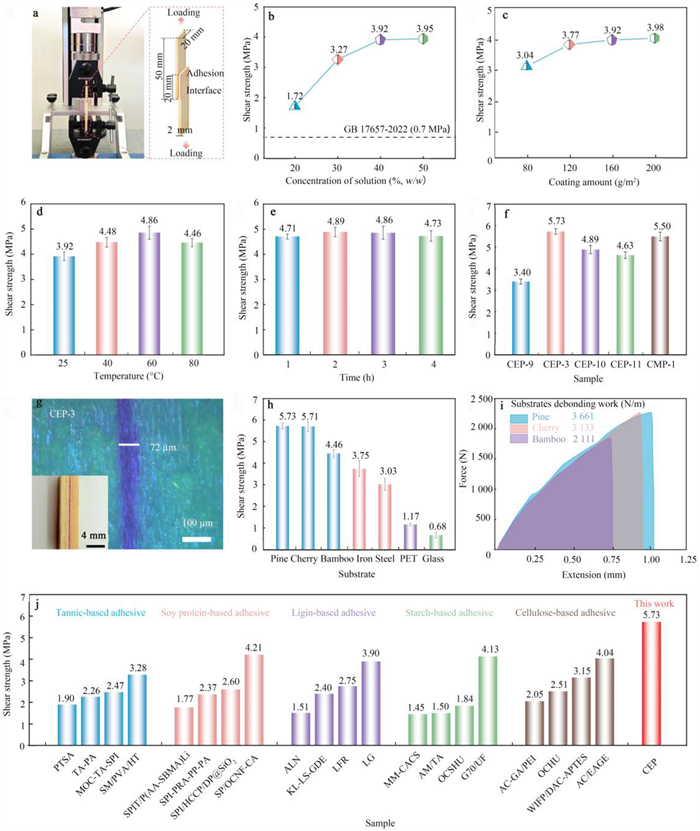
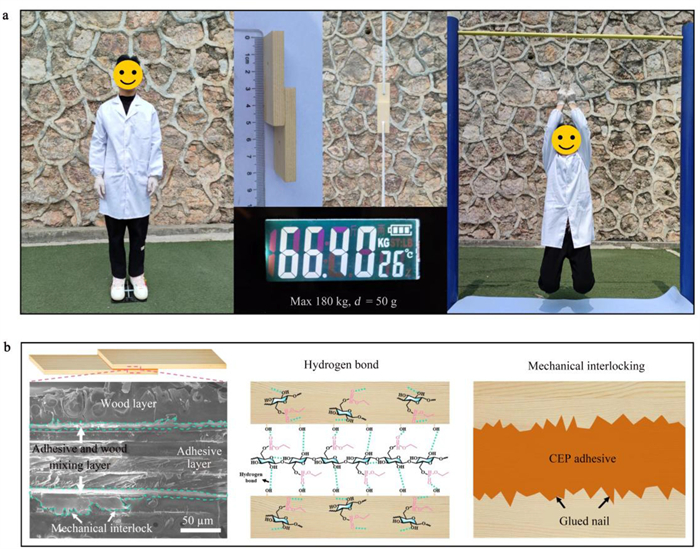
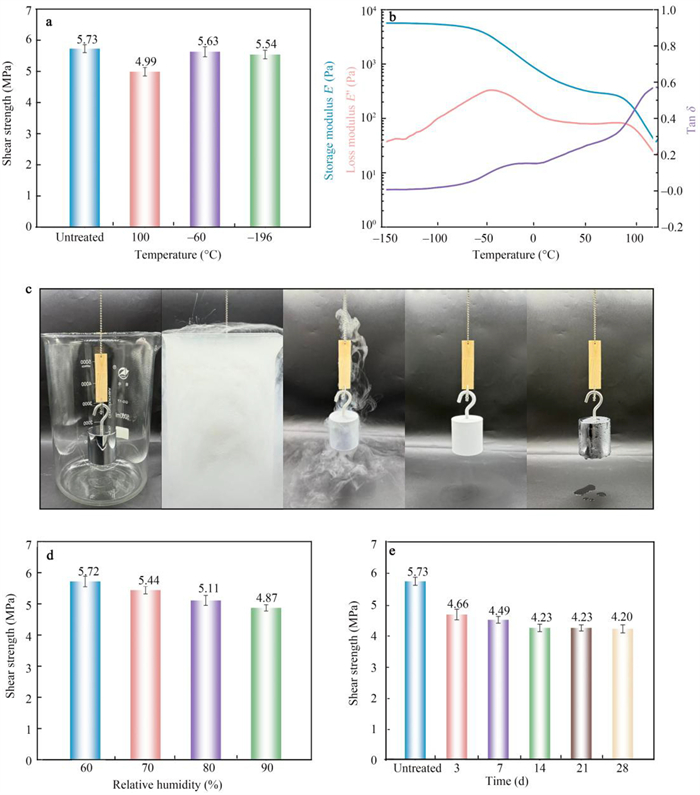
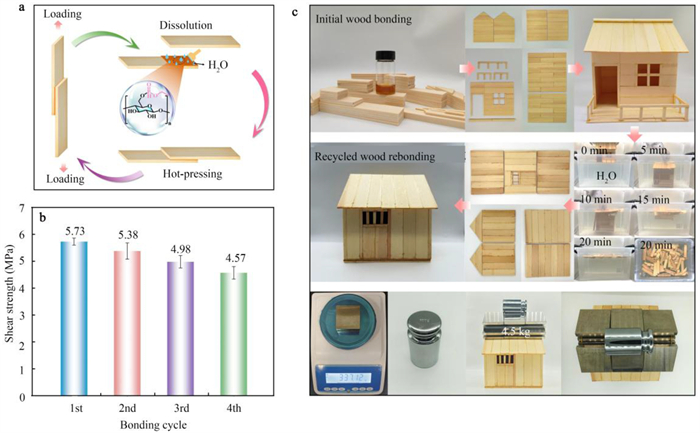
The replacement of formaldehyde-based wood adhesives with sustainable alternatives remains a significant challenge due to performance and reusability limitations. Herein, we reported a water-soluble cellulose ethyl phosphite (CEP) adhesive synthesized through a one-pot transesterification strategy in a novel CO2-based solvent system, where the superbase served dually as solvent and catalyst. The CEP adhesive demonstrated an integrated performance profile: exceptional bonding strength (5.73 MPa), remarkable extreme-temperature tolerance (maintaining 5.54 MPa at –196 ℃ and 4.99 MPa at 100 ℃), robust humidity resistance (4.87 MPa at the relatively humidity of 90%), good long-term stability (4.20 MPa after 28 d), and reusability. The adhesion mechanism combined strong interfacial hydrogen bonding with mechanical interlocking, while its water solubility enabled reversible bonding and substrate recovery. This unique combination of properties positioned CEP as an ideal adhesive for demanding applications, including reconfigurable furniture, recyclable packaging, and structural components in thermally volatile environments, providing a sustainable material platform for the transition toward a circular bioeconomy.
Conductive gels hold significant promise for applications in flexible sensing and wearable electronics, yet face the challenge of limitations in mechanical strength and environmental stability. Herein, a facile and effective strategy was proposed to fabricate high-performance eutectogels by introducing metal-based deep eutectic solvent (MDES) consisting of zinc chloride (ZnCl2), ethylene glycol (EG), and acrylic acid (AA) into the wood skeleton (WS), which was extracted from natural wood, followed by in-situ ultraviolet (UV)-initiated polymerization. The resulting metal-based deep eutectic solvent/wood skeleton eutectogels (MDES/WS eutectogels) exhibited high ionic conductivity (2.82 × 10–2 S/m), higher than most conventional wood-based gels, benefiting from the inherent conductivity of the MDES, as well as the aligned micro and nanochannels in WS that facilitate ion transport. Moreover, the synthesized polyacrylic acid (PAA) network could form strong interfacial interactions with the cellulose nanofibers through hydrogen bonding and Zn2+ coordination cross-linking, significantly reinforcing the eutectogels with a high tensile strength of 41.50 MPa and toughness of 8.4 MJ/m3, while still demonstrating good environmental stability (–60 to 100 ℃). Leveraging its high conductivity, robust mechanics, and environmental stability, the developed eutectogels functioned as flexible sensors to generate stable and responsive electrical signals during simulated human movements and possessed potential as a programmable information transmission interface through Morse code input. This work established a novel paradigm for developing sustainable, mechanically robust, and environmentally stable conductive gels, offering a versatile platform for next-generation flexible electronics operable under extreme conditions.
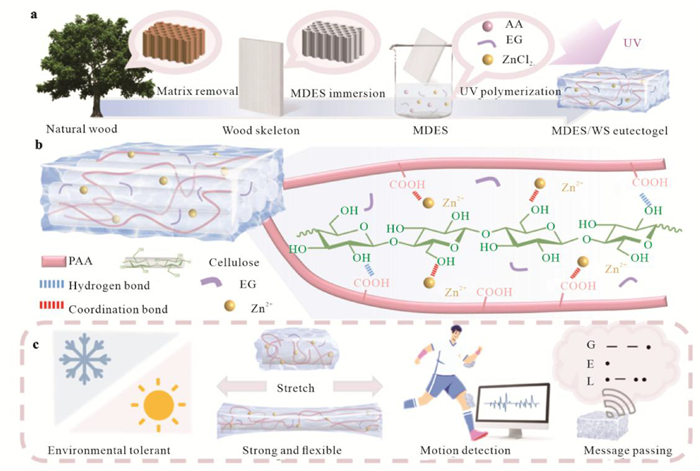
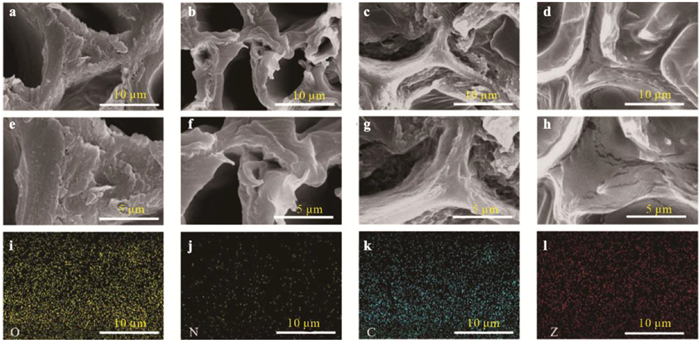
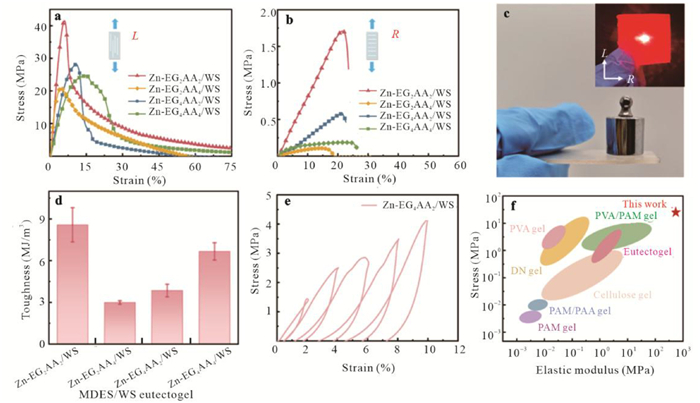
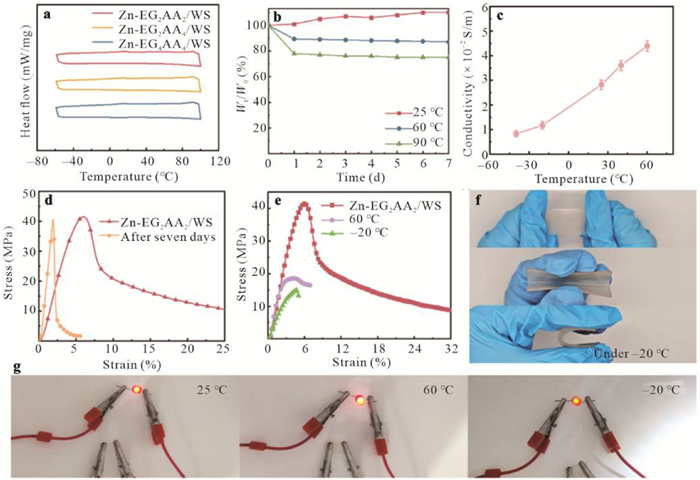
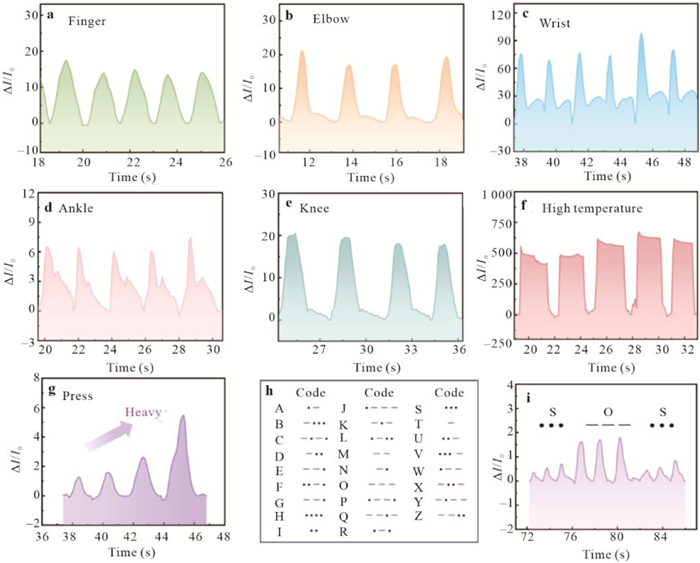
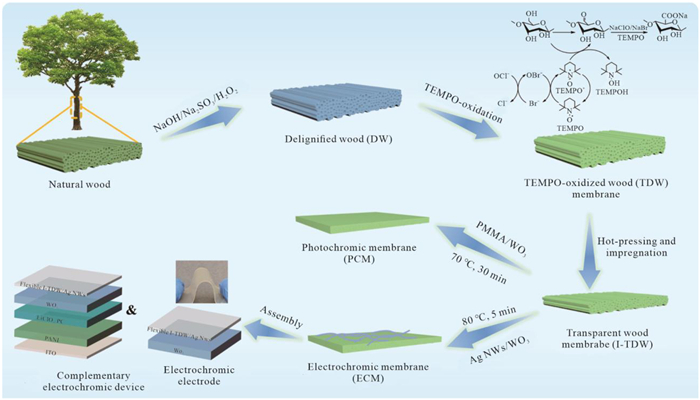
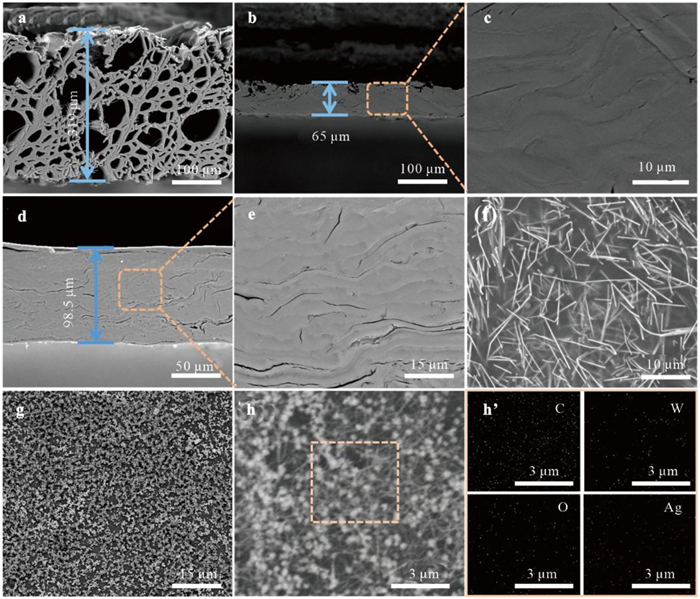
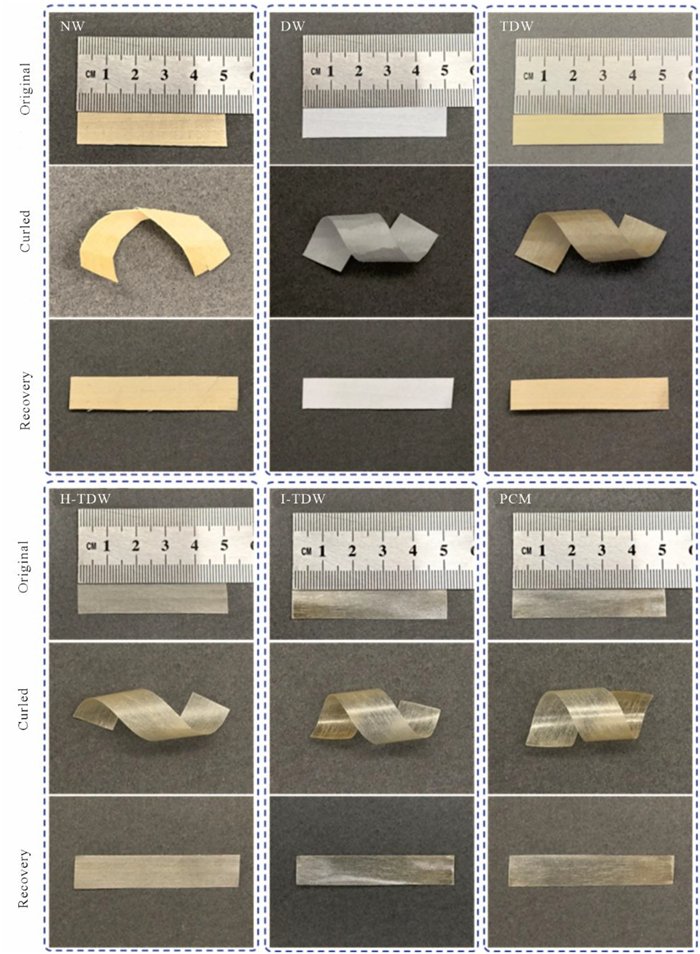
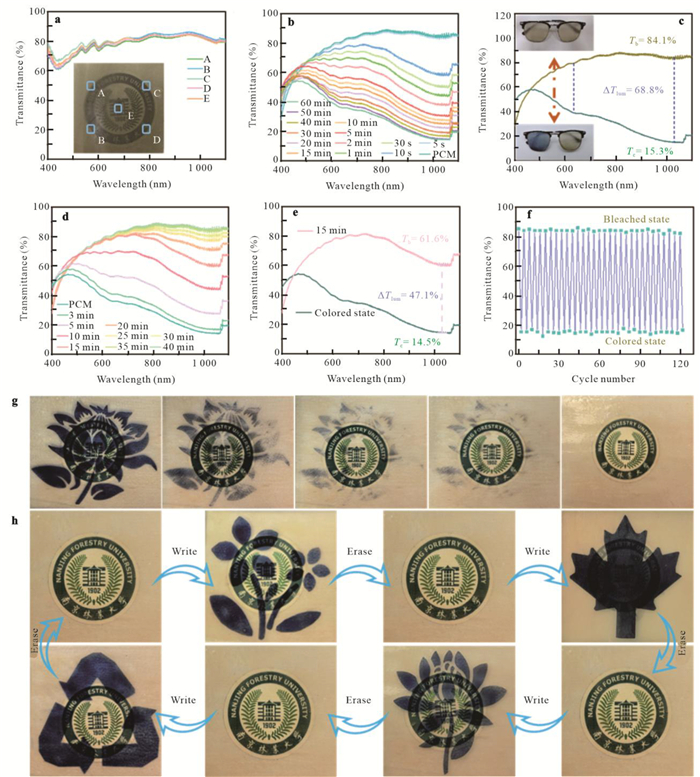
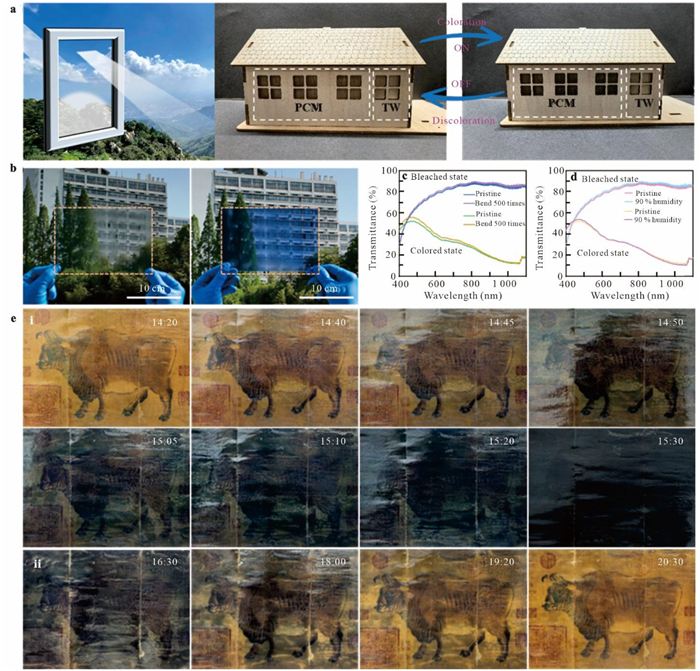
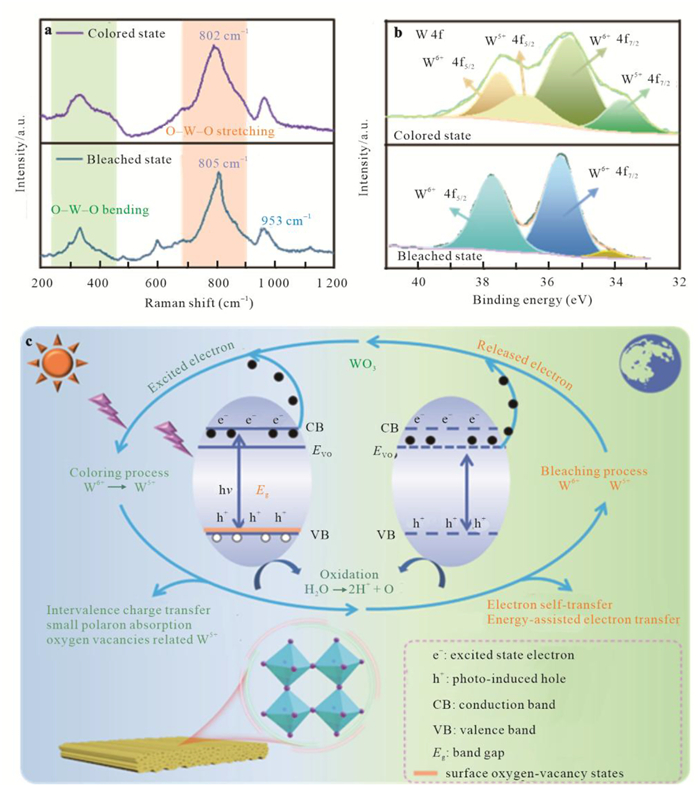
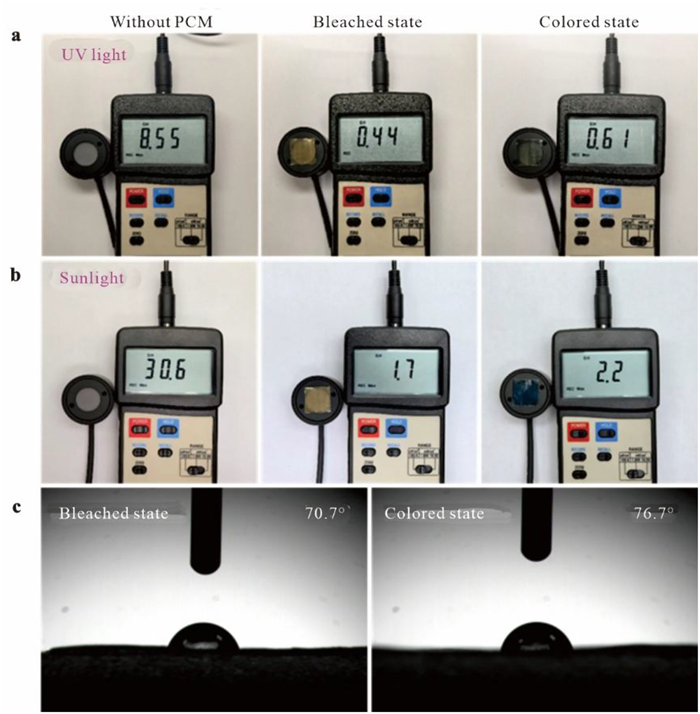
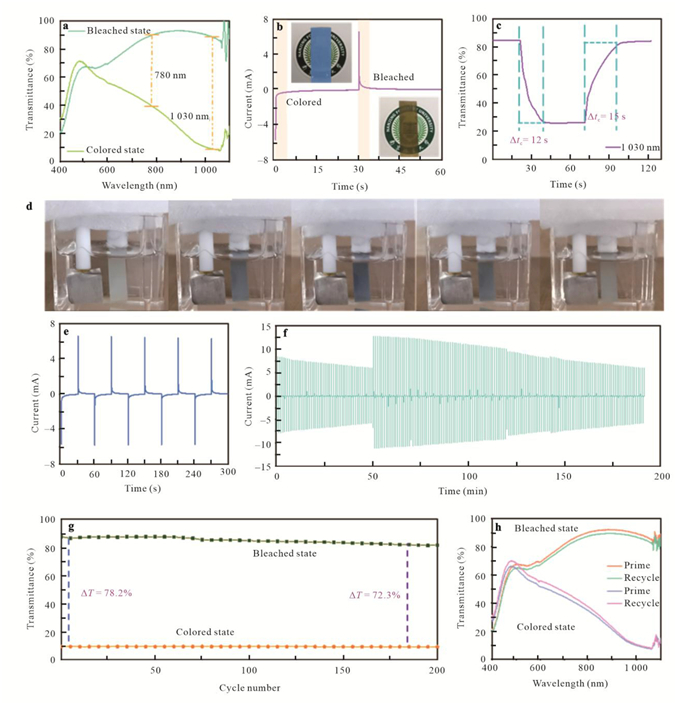
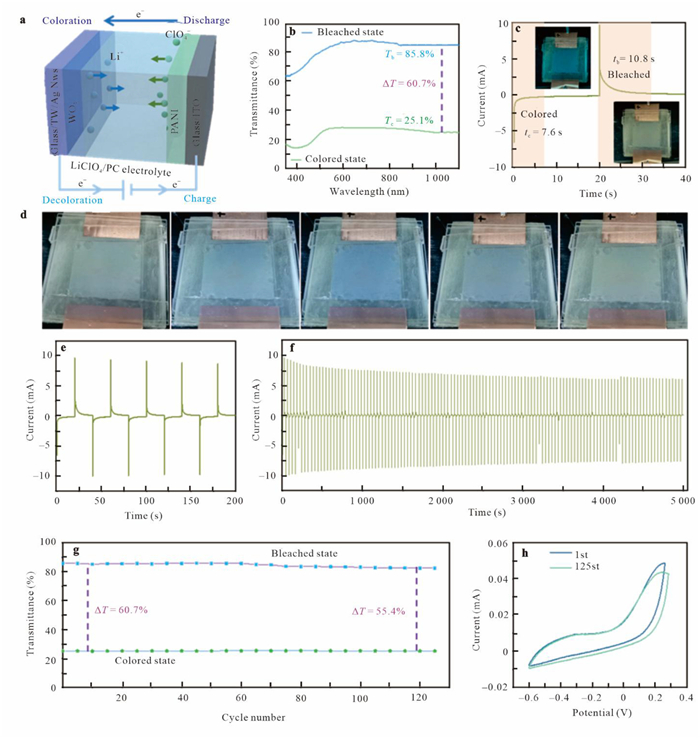
Photo- and electro-chromic devices can facilitate the realization of a wide set of future applications, ranging from transparent displays, dynamic windows, optical switches, and variable optical attenuators. Tungsten oxide (WO3) has always been the most studied material in the field of photo- and electro-chromic, although it has some bottlenecks. Here, we report a flexible transparent wood membrane for photo- and electro-chromic applications. The photochromic membrane (PCM) shows excellent photochromic properties, including high optical modulation (ΔT1030 nm = 68.8%), ultraviolet (UV) shielding (> 92%) and dynamic light regulation. Meanwhile, the electrochromic membrane (ECM, active area: 1 cm × 2.5 cm) and assembled complementary devices (active area: 3.4 cm × 3.4 cm) produce high optical modulation (ΔT1030 nm = 78.2%) at 1030 nm, and the transmittance in colored state of below 10%. Noteworthy, the ECM (active area: 3.4 cm × 3.4 cm) comprised of WO3/Ag nanowires (NWs)/flexible wood-derived transparent cellulose membranes, reveals enhanced optical modulation (60.7%) and rapid response time (coloring/bleaching time: 7.6 s/10.8 s). Moreover, the electrode also presents good cycling stability (96.2% after 120 cycles). The design of these chromic devices introduces an innovative strategy, which is expected to open up a new way for the development of photo- and electro-chromic devices. Crucially, the inherent flexibility and scalability of the transparent wooden substrate enable it to maintain relatively stable performance across different device dimensions, thereby resolving practical challenges in real-world applications.
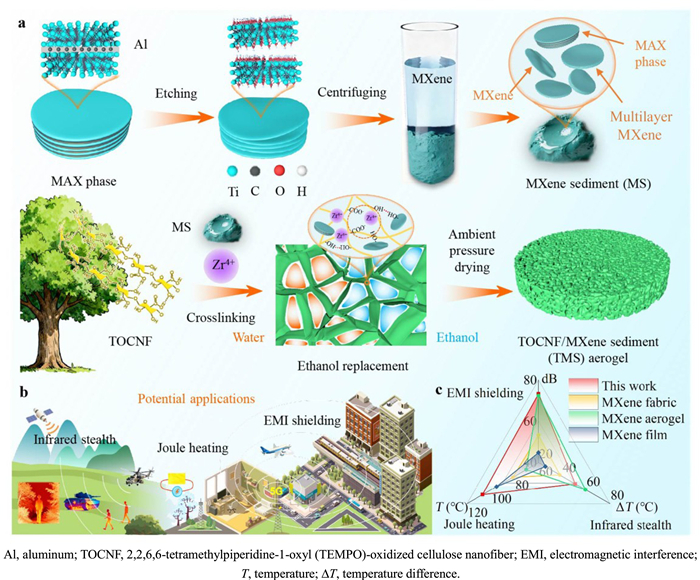
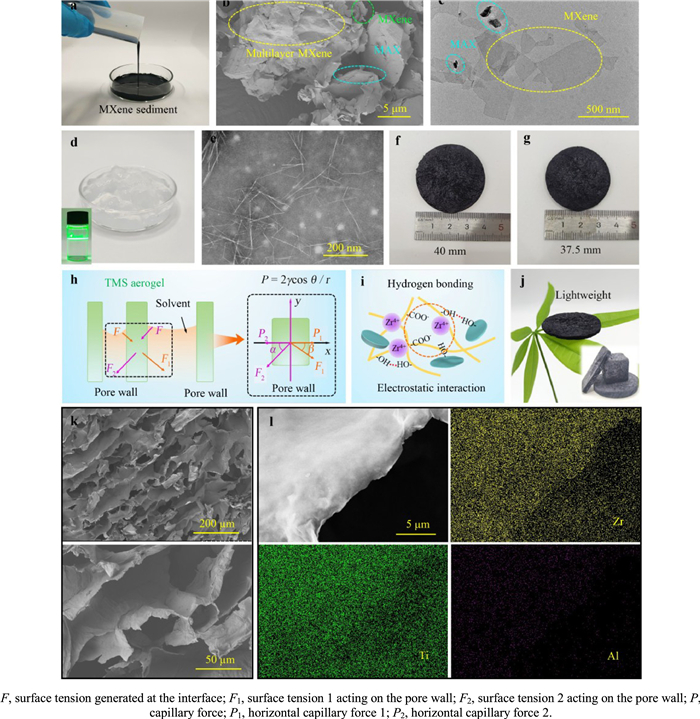
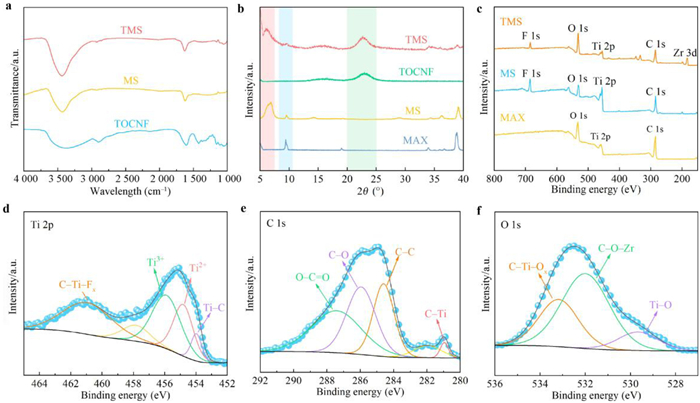
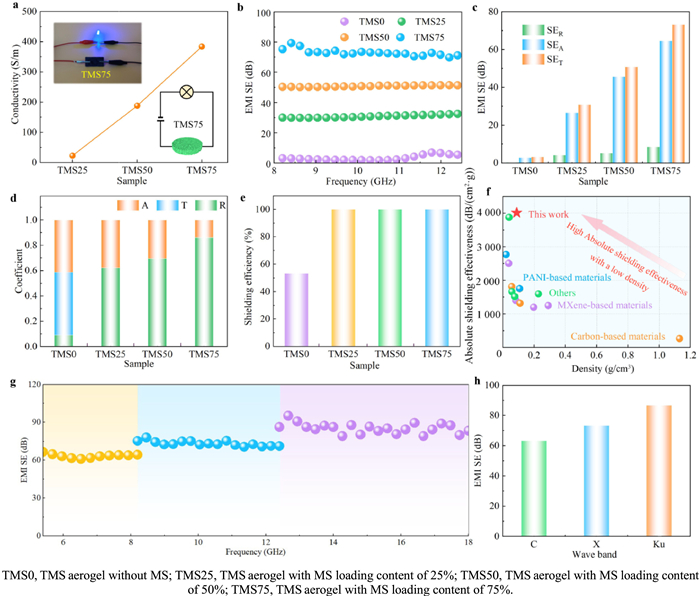
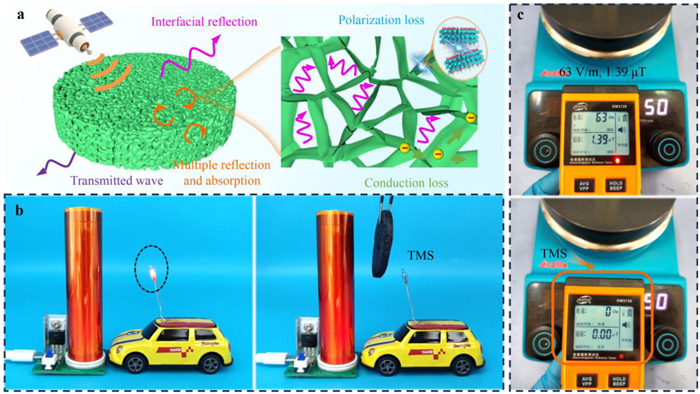
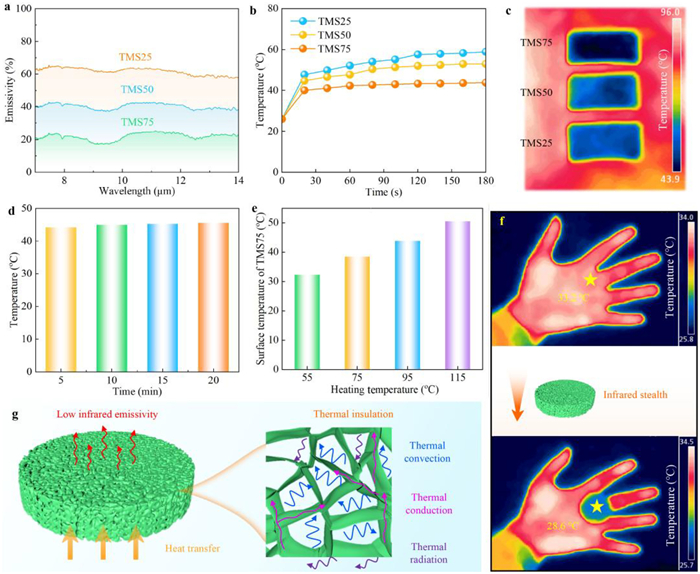
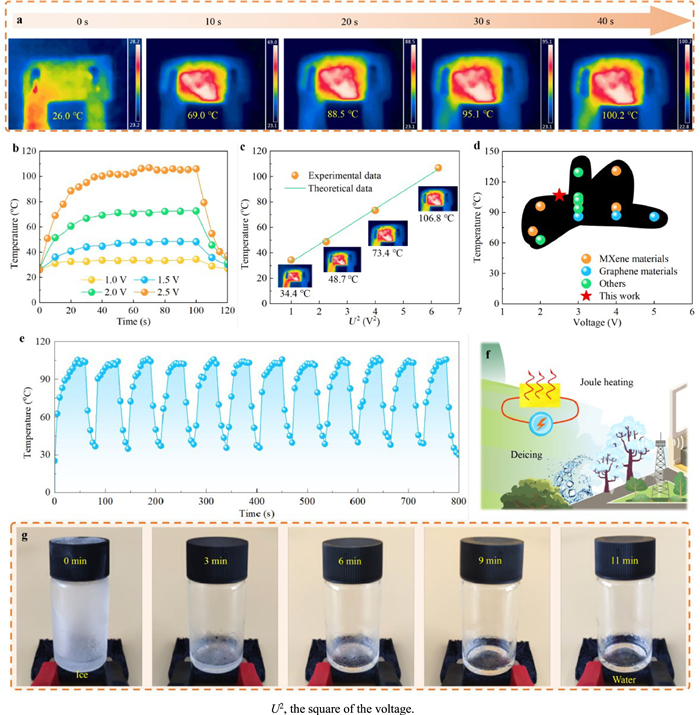
Ambient pressure-dried aerogels show great potential in the field of spectra compatible defense, such as integrating electromagnetic interference shielding and infrared stealth, due to their porous structure. However, they face the critical challenge of structural collapse caused by the strong capillary forces generated during solvent evaporation. Herein, MXene sediment (MS) and 2,2,6,6-tetramethylpiperidine-1-oxyl (TEMPO)-oxidized cellulose nanofiber (TOCNF) were employed to fabricate TOCNF/MS (TMS) aerogels through an ambient pressure drying process assisted by a dual crosslinking strategy of hydrogen bonds and Zr4+ ionic cross-linking. Notably, Zr4+ formed a robust cross-linking network due to its high charge density and multidentate coordination capability, which could effectively resist capillary forces during ambient pressure drying. Moreover, ethanol was introduced to reduce the surface tension of the solvent, thereby further mitigating these capillary forces. The resultant TMS aerogels maintained an intact porous structure after ambient pressure drying, which facilitated multiple reflections and absorptions of electromagnetic waves while suppressing heat transfer. As a result, the TMS aerogel achieved an electromagnetic interference (EMI) shielding effectiveness (SE) of 73.2 dB in the X band, along with efficient shielding performance (> 60 dB) in the C and Ku bands. It also exhibited exceptional infrared stealth capability, attributed to the synergy of low infrared emissivity and low thermal conductivity. Furthermore, the TMS aerogel exhibited outstanding Joule heating performance, reaching a response temperature of 106.8 ℃ under an applied voltage of 2.5 V. This ambient pressure-dried TMS aerogel provides a new way for efficiently utilizing MXene sediment to construct advanced spectra compatible defense materials.