| Citation: | David W. Wei, Wei Wei, Alec C. Gauthier, Junlong Song, Yongcan Jin, Huining Xiao. Superhydrophobic modification of cellulose and cotton textiles: method-ologies and applications[J]. Journal of Bioresources and Bioproducts, 2020, 5(1): 1-15. doi: 10.1016/j.jobab.2020.03.001

|

|
Alf, M.E., Asatekin, A., Barr, M.C., Baxamusa, S.H., Chelawat, H., Ozaydin-Ince, G., Petruczok, C.D., Sreenivasan, R., Tenhaeff, W.E., Trujillo, N.J., Vaddiraju, S., Xu, J.J., Gleason, K.K., 2009. Chemical vapor deposition of conformal, functional, and responsive polymer films. Adv. Mater. 22, 1993-2027. doi: 10.1002/adma.200902765
|
|
Arslan, O., Aytac, Z., Uyar, T., 2016. Superhydrophobic, hybrid, electrospun cellulose acetate nanofibrous mats for oil/water separation by tailored surface modification. ACS Appl. Mater. Interfaces 8, 19747-19754. doi: 10.1021/acsami.6b05429
|
|
Asatekin, A., Barr, M.C., Baxamusa, S.H., Lau, K.K.S., Tenhaeff, W., Xu, J.J., Gleason, K.K., 2010. Designing polymer surfaces via vapor deposition. Mater. Today 13, 26-33. doi: 10.1016/S1369-7021(10)70081-X
|
|
Ballerini, D.R., Li, X., Shen, W., 2012. Patterned paper and alternative materials as substrates for low-cost microfluidic diagnostics. Microfluid. Nanofluidics 13, 769-787. doi: 10.1007/s10404-012-0999-2
|
|
Bhattacharyya, R., 2013. Technological applications of superhydrophobic coatings:needs and challenges. Novus International Journal of Ana-lytical Innovations 2, 1-9. http://cn.bing.com/academic/profile?id=15f886f8b87f8efede934836e377d0d0&encoded=0&v=paper_preview&mkt=zh-cn
|
|
Cai, H.L., Mu, W., Liu, W., Zhang, X.D., Deng, Y.L, 2015. Sol-gel synthesis highly porous titanium dioxide microspheres with cellulose nano-fibrils-based aerogel templates. Inorg. Chem. Commun. 51, 71-74. doi: 10.1016/j.inoche.2014.11.013
|
|
Cao, L.L., Jones, A.K., Sikka, V.K., Wu, J.Z., Gao, D., 2009. Anti-icing superhydrophobic coatings. Langmuir 25, 12444-12448. doi: 10.1021/la902882b
|
|
Chen, S., Song, Y.J., Xu, F., 2018. Highly transparent and hazy cellulose nanopaper simultaneously with a self-cleaning superhydrophobic surface. ACS Sustainable Chem. Eng. 6, 5173-5181. doi: 10.1021/acssuschemeng.7b04814
|
|
Chen, S.S., Li, X., Li, Y., Sun, J.Q., 2015. Intumescent flame-retardant and self-healing superhydrophobic coatings on cotton fabric. ACS Nano 9, 4070-4076. doi: 10.1021/acsnano.5b00121
|
|
Cortes, A., 2004. Grain size dependence of the bandgap in chemical bath deposited CdS thin films. Sol. Energy Mater. Sol. Cells 82, 21-34. doi: 10.1016/j.solmat.2004.01.002
|
|
Cunha, A.G., Gandini, A., 2010. Turning polysaccharides into hydrophobic materials:a critical review. Part 1. Cellulose. Cellulose 17, 875-889. http://d.old.wanfangdata.com.cn/NSTLQK/NSTL_QKJJ0216430744/
|
|
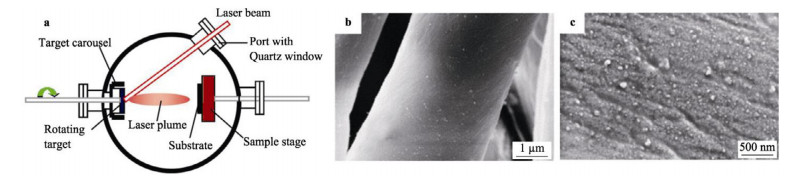
Daoud, W.A., Xin, J.H., Zhang, Y.H., Mak, C.L., 2006. Pulsed laser deposition of superhydrophobic thin Teflon films on cellulosic fibers. Thin Solid Films 515, 835-837. doi: 10.1016/j.tsf.2005.12.245
|
|
Deng, Z.Y., Wang, W., Mao, L.H., Wang, C.F., Chen, S., 2014. Versatile superhydrophobic and photocatalytic films generated from TiO2-SiO2@PDMS and their applications on fabrics. J. Mater. Chem. A 2, 4178-4184. doi: 10.1039/C3TA14942K
|
|
Enríquez, J., 2003. Influence of the thickness on structural, optical and electrical properties of chemical bath deposited CdS thin films. Sol. Energy Mater. Sol. Cells 76, 313-322. doi: 10.1016/S0927-0248(02)00283-0
|
|
Eral, H.B., 't Mannetje, D.J.C.M., Oh, J.M., 2013. Contact angle hysteresis:a review of fundamentals and applications. Colloid Polym. Sci. 291, 247-260. doi: 10.1007/s00396-012-2796-6
|
|
Farhadi, S., Farzaneh, M., Kulinich, S.A., 2011. Anti-icing performance of superhydrophobic surfaces. Appl. Surf. Sci. 257, 6264-6269. doi: 10.1016/j.apsusc.2011.02.057
|
|
Fu, J.S., Zhang, M.J., Liu, L., Xiao, L.H., Li, M., Ao, Y.H, 2019. Layer-by-Layer electrostatic self-assembly silica/graphene oxide onto carbon fiber surface for enhance interfacial strength of epoxy composites. Mater. Lett. 236, 69-72. doi: 10.1016/j.matlet.2018.10.077
|
|
Gao, J.F., Huang, X.W., Xue, H.G., Tang, L.C., Li, R.K.Y., 2017. Facile preparation of hybrid microspheres for super-hydrophobic coating and oil-water separation. Chem. Eng. J. 326, 443-453. doi: 10.1016/j.cej.2017.05.175
|
|
Gao, R.N., Xiao, S.L., Gan, W.T., Liu, Q., Amer, H., Rosenau, T., Li, J., Lu, Y., 2018. Mussel adhesive-inspired design of superhydrophobic nanofibrillated cellulose aerogels for oil/water separation. ACS Sustainable Chem. Eng. 6, 9047-9055. doi: 10.1021/acssuschemeng.8b01397
|
|
He, J., Zhao, H.Y., Li, X.L., Su, D., Zhang, F.R., Ji, H.M., Liu, R., 2018. Superelastic and superhydrophobic bacterial cellulose/silica aerogels with hierarchical cellular structure for oil absorption and recovery. J. Hazard. Mater. 346, 199-207. doi: 10.1016/j.jhazmat.2017.12.045
|
|
Jiang, B., Zhang, H.J., Zhang, L.H., Sun, Y.L., Xu, L.D., Sun, Z.N., Gu, W.H., Chen, Z.X., Yang, H.W., 2017. Novel one-step, in situ thermal polymerization fabrication of robust superhydrophobic mesh for efficient oil/water separation. Ind. Eng. Chem. Res. 56, 11817-11826. doi: 10.1021/acs.iecr.7b03063
|
|
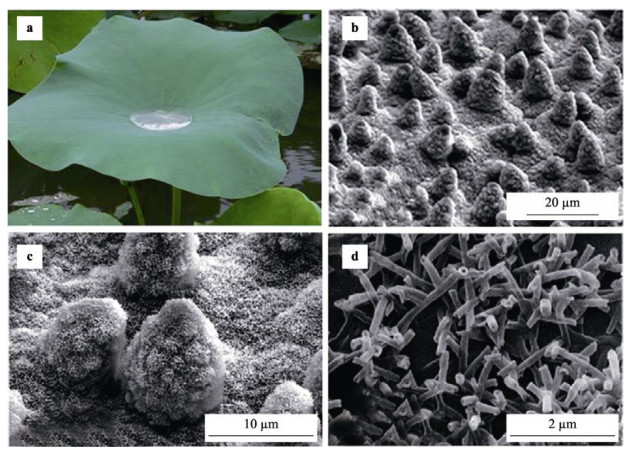
Koch, K., Bhushan, B., Barthlott, W., 2009. Multifunctional surface structures of plants:an inspiration for biomimetics. Prog. Mater. Sci. 54, 137-178. doi: 10.1016/j.pmatsci.2008.07.003
|
|
Kontturi, E., Suchy, M., Penttilä, P., Jean, B., Pirkkalainen, K., Torkkeli, M., Serimaa, R., 2011. Amorphous characteristics of an ultrathin cellulose film. Biomacromolecules 12, 770-777. doi: 10.1021/bm101382q
|
|
Li, J., Yan, L., Zhao, Y.Z., Zha, F., Wang, Q.T., Lei, Z.Q., 2015a. One-step fabrication of robust fabrics with both-faced superhydrophobicity for the separation and capture of oil from water. Phys. Chem. Chem. Phys. 17, 6451-6457. doi: 10.1039/C5CP00154D
|
|
Li, S.H., Huang, J.Y., Chen, Z., Chen, G.Q., Lai, Y.K., 2017. A review on special wettability textiles:theoretical models, fabrication technologies and multifunctional applications. J. Mater. Chem. A 5, 31-55. doi: 10.1039/C6TA07984A
|
|
Li, S.H., Huang, J.Y., Ge, M.Z., Cao, C.Y., Deng, S., Zhang, S.N., Chen, G.Q., Zhang, K.Q., Al-Deyab, S.S., Lai, Y.K., 2015b. Self-cleaning cotton:robust flower-like TiO2@Cotton fabrics with special wettability for effective self-cleaning and versatile oil/water separation. Adv. Mater. Interfaces 2, 1500220. doi: 10.1002/admi.201500220
|
|
Li, S.H., Zhang, S.B., Wang, X.H., 2008. Fabrication of superhydrophobic cellulose-based materials through a solution-immersion process. Langmuir 24, 5585-5590. doi: 10.1021/la800157t
|
|
Li, S.Z., Xiao, M.M., Zheng, A.N., Xiao, H.N., 2011. Cellulose microfibrils grafted with PBA via surface-initiated atom transfer radical polymerization for biocomposite reinforcement. Biomacromolecules 12, 3305-3312. doi: 10.1021/bm200797a
|
|
Lin, J., Zheng, C., Ye, W.J., Wang, H.Q., Feng, D.Y., Li, Q.Y., Huan, B.W., 2015. A facile dip-coating approach to prepare SiO2/fluoropolymer coating for superhydrophobic and superoleophobic fabrics with self-cleaning property. J. Appl. Polym. Sci. 132, 41458. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=968e4b95d459a80af6a2327f90fc6258
|
|
Lin, X.P., Ma, W., Wu, H., Huang, L.L., Chen, L.H., Atsushi T., 2017. Fabrication of cellulose based superhydrophobic microspheres for the production of magnetically actuatable smart liquid marbles. J. of Bioresour. Bioprod. 2(3), 110-115. http://cn.bing.com/academic/profile?id=846b8d41bdb13e6ce255582902506076&encoded=0&v=paper_preview&mkt=zh-cn
|
|
Liu, H., Gao, S.W., Cai, J.S., He, C.L., Mao, J.J., Zhu, T.X., Chen, Z., Huang, J.Y., Meng, K., Zhang, K.Q., Al-Deyab, S., Lai, Y.K., 2016. Re-cent progress in fabrication and applications of superhydrophobic coating on cellulose-based substrates. Materials. 9, 124. doi: 10.3390/ma9030124
|
|
Liu, Y.H., Liu, Z.L., Liu, Y.P., Hu, H.Y., Li, Y., Yan, P.X., Yu, B., Zhou, F., 2015. One-step modification of fabrics with bioinspired Polydopa-mine@Octadecylamine nanocapsules for robust and healable self-cleaning performance. Small 11, 426-431. doi: 10.1002/smll.201402383
|
|
Lu, Y., Sathasivam, S., Song, J., Crick, C.R., Carmalt, C.J., Parkin, I.P., 2015. Robust self-cleaning surfaces that function when exposed to either air or oil. Science 347, 1132-1135. doi: 10.1126/science.aaa0946
|
|
Mi, H.Y., Jing, X., Huang, H.X., Peng, X.F., Turng, L.S., 2018. Superhydrophobic graphene/cellulose/silica aerogel with hierarchical structure as superabsorbers for high efficiency selective oil absorption and recovery. Ind. Eng. Chem. Res. 57, 1745-1755. doi: 10.1021/acs.iecr.7b04388
|
|
Moon, R.J., Martini, A., Nairn, J., Simonsen, J., Youngblood, J., 2011. Cellulose nanomaterials review: structure, properties and nanocomposites. Chem. Soc. Rev. 40, 3941.
|
|
Moridi Mahdieh, Z., Shekarriz, S., Afshar Taromi, F., Montazer, M, 2018. Obtention of 74:26 polyester/cellulose fabric blend with su-per-hydrophobic and super-hydrophilic properties by air Corona discharge treatment and their characterization. Carbohydr. Polym. 198, 17-25. doi: 10.1016/j.carbpol.2018.06.007
|
|
Nechyporchuk, O., Bordes, R., Köhnke, T., 2017. Wet spinning of flame-retardant cellulosic fibers supported by interfacial complexation of cellulose nanofibrils with silica nanoparticles. ACS Appl. Mater. Interfaces 9, 39069-39077. doi: 10.1021/acsami.7b13466
|
|
Nguyen-Tri, P., Altiparmak, F., Nguyen, N., Tuduri, L., Ouellet-Plamondon, C.M., Prud'homme, R.E., 2019. Robust superhydrophobic cotton fibers prepared by simple dip-coating approach using chemical and plasma-etching pretreatments. ACS Omega 4, 7829-7837. doi: 10.1021/acsomega.9b00688
|
|
Nyström, D., Lindqvist, J., Östmark, E., Antoni, P., Carlmark, A., Hult, A., Malmström, E., 2009. Superhydrophobic and self-cleaning bio-fiber surfaces via ATRP and subsequent postfunctionalization. ACS Appl. Mater. Interfaces 1, 816-823. doi: 10.1021/am800235e
|
|
Oh, M.J., Lee, S.Y., Paik, K.H., 2011. Preparation of hydrophobic self-assembled monolayers on paper surface with silanes. J. Ind. Eng. Chem. 17, 149-153. doi: 10.1016/j.jiec.2010.12.014
|
|
Pasquini, D., Belgacem, M.N., Gandini, A., da Silva Curvelo, A.A., 2006. Surface esterification of cellulose fibers:Characterization by DRIFT and contact angle measurements. J. Colloid Interface Sci. 295, 79-83. doi: 10.1016/j.jcis.2005.07.074
|
|
Patrick, M., Godwin, Y.P., Xiao, H.N., Muhammad, T.A., 2019. Progress in the preparation and application of modified bi-ochar for improving heavy metal ion removal from wastewater. J. of Bioresour. Bioprod. 4(1), 31-42.
|
|
Peng, H.L., Wang, H., Wu, J.N., Meng, G.H., Wang, Y.X., Shi, Y.L., Liu, Z.Y., Guo, X.H., 2016. Preparation of superhydrophobic magnetic cellulose sponge for removing oil from water. Ind. Eng. Chem. Res. 55, 832-838. doi: 10.1021/acs.iecr.5b03862
|
|
Quan, C., Werner, O., Wågberg, L., Turner, C, 2009. Generation of superhydrophobic paper surfaces by a rapidly expanding supercritical carbon dioxide-alkyl ketene dimer solution. J. Supercrit. Fluids 49, 117-124. doi: 10.1016/j.supflu.2008.11.015
|
|
Schlaich, C., Li, M.J., Cheng, C., Donskyi, I.S., Yu, L.X., Song, G., Osorio, E., Wei, Q., Haag, R., 2018. Mussel-inspired polymer-based uni-versal spray coating for surface modification:fast fabrication of antibacterial and superhydrophobic surface coatings. Adv. Mater. Interfaces 5, 1701254. doi: 10.1002/admi.201701254
|
|
Shibraen, M.H.M.A., Yagoub, H., Zhang, X.J., Xu, J., Yang, S.G., 2016. Anti-fogging and anti-frosting behaviors of layer-by-layer assembled cellulose derivative thin film. Appl. Surf. Sci. 370, 1-5. doi: 10.1016/j.apsusc.2016.02.060
|
|
Shulman, L.P., 2008. Miscarriage risk from amniocentesis performed for abnormal maternal serum screening. Yearb. Obstet. Gynecol. Women's Heal. 2008, 36-38.
|
|
Sobhana, S.S.L., Zhang, X., Kesavan, L., Liias, P., Fardim, P, 2017. Layered double hydroxide interfaced stearic acid-Cellulose fibres:a new class of super-hydrophobic hybrid materials. Colloids Surfaces A:Physicochem. Eng. Aspects 522, 416-424. doi: 10.1016/j.colsurfa.2017.03.025
|
|
Song, J.L., Rojas, O.J., 2013. Approaching super-hydrophobicity from cellulosic materials:a review. Nord. Pulp Pap. Res. J. 28, 216-238. doi: 10.3183/npprj-2013-28-02-p216-238
|
|
Stanssens, D., van den Abbeele, H., Vonck, L., Schoukens, G., Deconinck, M., Samyn, P., 2011. Creating water-repellent and super-hydrophobic cellulose substrates by deposition of organic nanoparticles. Mater. Lett. 65, 1781-1784. doi: 10.1016/j.matlet.2011.03.057
|
|
Teisala, H., Tuominen, M., Kuusipalo, J., 2014. Superhydrophobic coatings on cellulose-based materials:fabrication, properties, and applications. Adv. Mater. Interfaces 1, 1300026. doi: 10.1002/admi.201300026
|
|
Thomas, B., Raj, M.C., Athira K, B., Rubiyah M, H., Joy, J., Moores, A., Drisko, G.L., Sanchez, C., 2018. Nanocellulose, a versatile green platform:from biosources to materials and their applications. Chem. Rev. 118, 11575-11625. doi: 10.1021/acs.chemrev.7b00627
|
|
Tian, M.W., Hu, X.L., Qu, L.J., Du, M.Z., Zhu, S.F., Sun, Y.N., Han, G.T, 2016. Ultraviolet protection cotton fabric achieved via layer-by-layer self-assembly of graphene oxide and chitosan. Appl. Surf. Sci. 377, 141-148. doi: 10.1016/j.apsusc.2016.03.183
|
|
Tursi, A., de Vietro, N., Beneduci, A., Milella, A., Chidichimo, F., Fracassi, F., Chidichimo, G., 2019. Low pressure plasma functionalized cel-lulose fiber for the remediation of petroleum hydrocarbons polluted water. J. Hazard. Mater. 373, 773-782. doi: 10.1016/j.jhazmat.2019.04.022
|
|
Waldiya, M., Narasimman, R., Bhagat, D., Vankhade, D., Mukhopadhyay, I, 2019. Nanoparticulate CdS 2D array by chemical bath deposition:Characterization and optoelectronic study. Mater. Chem. Phys. 226, 26-33. doi: 10.1016/j.matchemphys.2019.01.017
|
|
Wang, B., Li, J., Wang, G.Y., Liang, W.X., Zhang, Y.B., Shi, L., Guo, Z.G., Liu, W.M., 2013a. Methodology for robust superhydrophobic fabrics and sponges from in situ growth of transition metal/metal oxide nanocrystals with thiol modification and their applications in oil/water sep-aration. ACS Appl. Mater. Interfaces 5, 1827-1839. doi: 10.1021/am303176a
|
|
Wang, H.X., Zhou, H., Gestos, A., Fang, J., Niu, H.T., Ding, J., Lin, T., 2013b. Robust, electro-conductive, self-healing superamphiphobic fabric prepared by one-step vapour-phase polymerisation of poly(3, 4-ethylenedioxythiophene) in the presence of fluorinated decyl polyhedral oligomeric silsesquioxane and fluorinated alkyl silane. Soft Matter 9, 277-282. doi: 10.1039/C2SM26871J
|
|
Wang, H., Zhou, H., Gestos, A., Fang, J., Lin, T., 2013c. Robust, superamphiphobic fabric with multiple self-healing ability against both physical and chemical damages. ACS Appl Mater Interfaces 5, 10221-10226. doi: 10.1021/am4029679
|
|
Wang, H.X., Zhou, H., Yang, W.D., Zhao, Y., Fang, J., Lin, T., 2015. Selective, spontaneous one-way oil-transport fabrics and their novel use for gauging liquid surface tension. ACS Appl. Mater. Interfaces 7, 22874-22880. doi: 10.1021/acsami.5b05678
|
|
Wang, P., Zhang, D., Qiu, R., Hou, B.R., 2011. Super-hydrophobic film prepared on zinc as corrosion barrier. Corros. Sci. 53, 2080-2086. doi: 10.1016/j.corsci.2011.02.025
|
|
Wu, L., Zhang, J.P., Li, B.C., Fan, L., Li, L.X., Wang, A.Q., 2014. Facile preparation of super durable superhydrophobic materials. J. Colloid Interface Sci. 432, 31-42. doi: 10.1016/j.jcis.2014.06.046
|
|
Wu, M.C., Ma, B.H., Pan, T.Z., Chen, S.S., Sun, J.Q., 2016. Silver-nanoparticle-colored cotton fabrics with tunable colors and durable antibac-terial and self-healing superhydrophobic properties. Adv. Funct. Mater. 26, 569-576. doi: 10.1002/adfm.201504197
|
|
Wu, Y.H., Qian, Z.J., Lei, Y.J., Li, W., Wu, X., Luo, X.G., Li, Y., Li, B., Liu, S.L., 2018. Superhydrophobic modification of cellulose film through light curing polyfluoro resin in situ. Cellulose 25, 1617-1623. doi: 10.1007/s10570-018-1676-8
|
|
Xiao, F.X., Pagliaro, M., Xu, Y.J., Liu, B., 2016. Layer-by-layer assembly of versatile nanoarchitectures with diverse dimensionality:a new perspective for rational construction of multilayer assemblies. Chem. Soc. Rev. 45, 3088-3121. doi: 10.1039/C5CS00781J
|
|
Xu, Z.Y., Zhou, H., Tan, S.C., Jiang, X.D., Wu, W.B., Shi, J.T., Chen, P., 2018. Ultralight super-hydrophobic carbon aerogels based on cellulose nanofibers/poly(vinyl alcohol)/graphene oxide (CNFs/PVA/GO) for highly effective oil-water separation. Beilstein J. Nanotechnol. 9, 508-519. doi: 10.3762/bjnano.9.49
|
|
Yu, M., Wang, Z.Q., Liu, H.Z., Xie, S.Y., Wu, J.X., Jiang, H.Q., Zhang, J.Y., Li, L.F., Li, J.Y., 2013. Laundering durability of photocatalyzed self-cleaning cotton fabric with TiO2 nanoparticles covalently immobilized. ACS Appl. Mater. Interfaces 5, 3697-3703. doi: 10.1021/am400304s
|
|
Zeng, Z.P., Xiao, F.X., Phan, H., Chen, S.F., Yu, Z.Z., Wang, R., Nguyen, T.Q., Yang Tan, T.T., 2018. Unraveling the cooperative synergy of zero-dimensional graphene quantum dots and metal nanocrystals enabled by layer-by-layer assembly. J. Mater. Chem. A 6, 1700-1713. doi: 10.1039/C7TA09119B
|
|
Zhang, F., Chen, S.G., Dong, L.H., Lei, Y.H., Liu, T., Yin, Y.S., 2011. Preparation of superhydrophobic films on titanium as effective corrosion barriers. Appl. Surf. Sci. 257, 2587-2591. doi: 10.1016/j.apsusc.2010.10.027
|
|
Zhang, J.Y., Xiao, F.X., 2017. Modulation of interfacial charge transfer by self-assembly of single-layer graphene enwrapped one-dimensional semiconductors toward photoredox catalysis. J. Mater. Chem. A 5, 23681-23693. doi: 10.1039/C7TA08415C
|
|
Zhao, Y., Tang, Y.W., Wang, X.G., Lin, T., 2010. Superhydrophobic cotton fabric fabricated by electrostatic assembly of silica nanoparticles and its remarkable buoyancy. Appl. Surf. Sci. 256, 6736-6742. doi: 10.1016/j.apsusc.2010.04.082
|
|
Zhou, H., Wang, H.X., Niu, H.T., Fang, J., Zhao, Y., Lin, T., 2015. Superstrong, chemically stable, superamphiphobic fabrics from particle-free polymer coatings. Adv. Mater. Interfaces 2, 1400559. doi: 10.1002/admi.201400559
|
|
Zhou, H., Wang, H.X., Niu, H.T., Gestos, A., Lin, T., 2013. Robust, self-healing superamphiphobic fabrics prepared by two-step coating of fluoro-containing polymer, fluoroalkyl silane, and modified silica nanoparticles. Adv. Funct. Mater. 23, 1664-1670. doi: 10.1002/adfm.201202030
|
|
Zou, L.H., Lan, C.T., Li, X.P., Zhang, S.L., Qiu, Y.P., Ma, Y., 2015. Superhydrophobization of cotton fabric with multiwalled carbon nanotubes for durable electromagnetic interference shielding. Fibers Polym. 16, 2158-2164. doi: 10.1007/s12221-015-5436-1
|
Figures(12) / Tables(2)
 WeChat: JournalBandB
WeChat: JournalBandBCopyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: