| Citation: | Yan Ma, Weihong Tan, Jingxin Wang, Junming Xu, Kui Wang, Jianchun Jiang. Liquefaction of Bamboo Biomass and the Production of Three Fractions Containing Aromatic Compounds[J]. Journal of Bioresources and Bioproducts, 2020, 5(2): 114-123. doi: 10.1016/j.jobab.2020.04.005

|
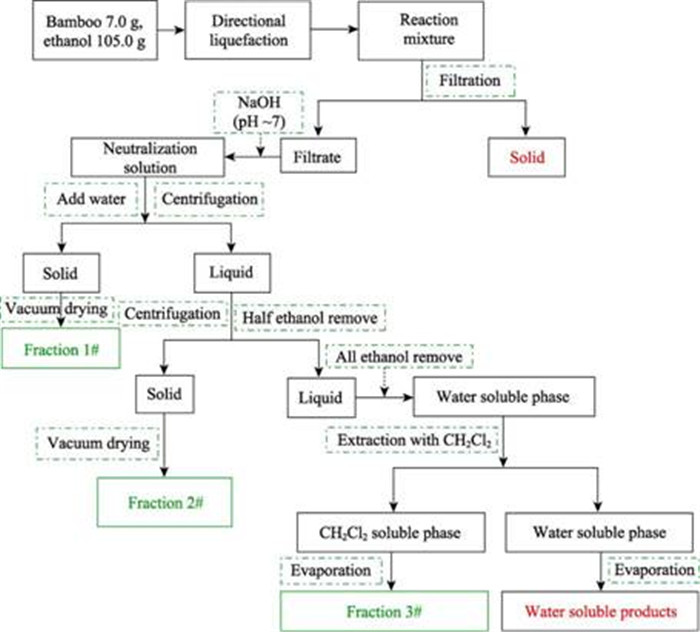
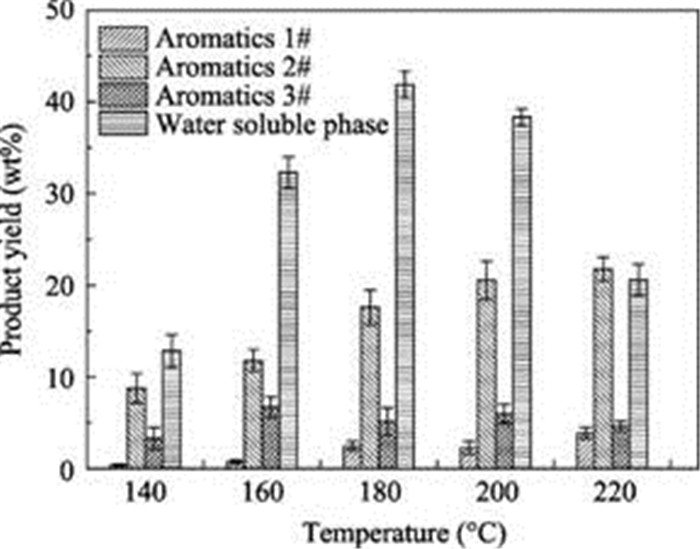
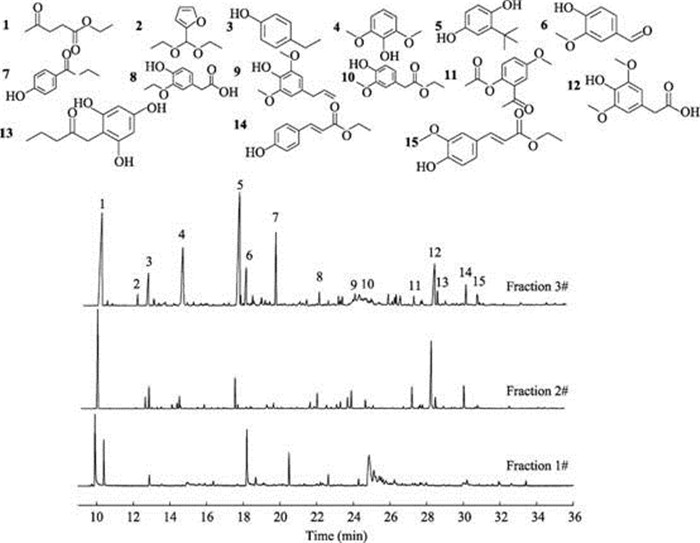
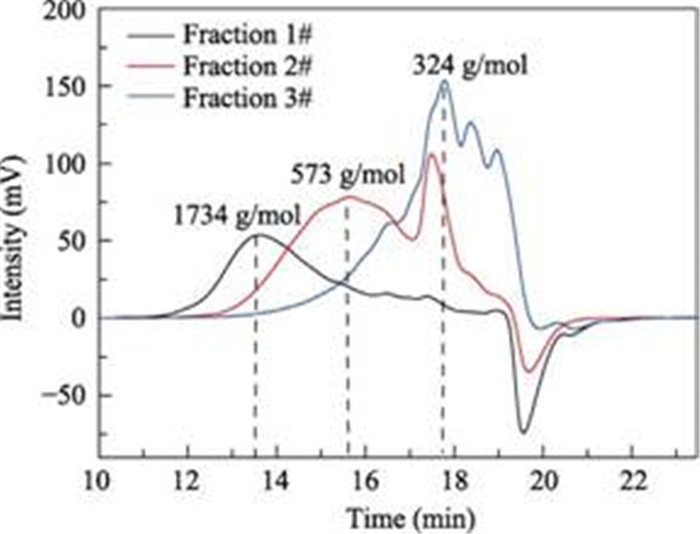
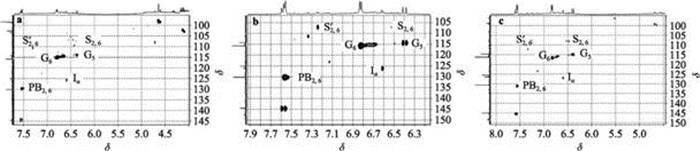
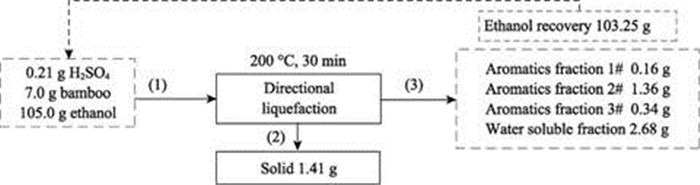
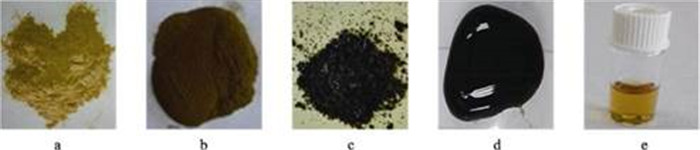
Depolymerization of lignin to produce value-added aromatic monomers has attracted increasing attention since these monomers can be used as phenol replacement in production of phenolic resins. Here a one-pot depolymerization of bamboo lignin was investigated to obtain aromatic platforms with low molecular weight using acidic catalyst and ethanol. Three fractions (1#, 2#, and 3#) containing different molecular weight distributions of aromatic compounds could be efficiently extracted using water-organic solvent system via a stepwise fractionation process by gradual removal of solvent. The fractions distribution was found to be primarily dependent on the reaction temperature and time. When the temperature was increased from 160 ℃ to 200 ℃, the yield of fractions containing aromatic products increased significantly from 19.1 wt% to 27 wt%, the same change trend was found by changing the time, and the yield of aromatic products increased from 22.4% to 26.7% with an increase of time from 10 min to 30 min. The bioproducts were characterized by using gas chromatography/mass spectrometry (GC-MS), gel permeation chromatography (GPC) and two-dimensional heteronuclear single-quantum coherence (2D HSQC NMR). As evidenced by GC-MS spectra, the three fractions were mainly comprised of phenolic derivatives, and the relative contents of phenolic compounds took up about 80% of the total area of each fraction. With the similar physiochemical properties of the fractions, aromatic platforms could provide a new paradigm of bamboo lignin utilization for renewable energy and value-added biochemicals.

|
Beauchet, R., Monteil-Rivera, F., Lavoie, J.M., 2012. Conversion of lignin to aromatic-based chemicals (L-chems) and biofuels (L-fuels). Bioresour. Technol. 121, 328-334. doi: 10.1016/j.biortech.2012.06.061
|
|
Binder, J.B., Gray, M.J., White, J.F., Zhang, Z.C., Holladay, J.E., 2009. Reactions of lignin model compounds in ionic liquids. Biomass Bioenergy 33, 1122-1130. doi: 10.1016/j.biombioe.2009.03.006
|
|
Bozell, J.J., Holladay, J.E., Johnson, D., White, J.F., 2007. Top value-added chemicals from biomass:Volume Ⅱ-Results of screening for potential candidates from biorefinery lignin. Washington:Pacific Northwest National Laboratory Richland, 15. http://www.osti.gov/servlets/purl/921839/
|
|
Chakar, F.S., Ragauskas, A.J., 2004. Review of current and future softwood kraft lignin process chemistry. Ind. Crop. Prod. 20, 131-141. doi: 10.1016/j.indcrop.2004.04.016
|
|
Custodis, V.B.F., Bährle, C., Vogel, F., van Bokhoven, J.A., 2015. Phenols and aromatics from fast pyrolysis of variously prepared lignins from hard- and softwoods. J. Anal. Appl. Pyrolysis 115, 214-223. doi: 10.1016/j.jaap.2015.07.018
|
|
Deepa, A.K., Dhepe, P.L., 2014. Solid acid catalyzed depolymerization of lignin into value added aromatic monomers. RSC Adv. 4, 12625. doi: 10.1039/c3ra47818a
|
|
Dorrestijn, E., Laarhoven, L.J.J., Arends, I.W.C.E., Mulder, P, 2000. The occurrence and reactivity of phenoxyl linkages in lignin and low rank coal. J. Anal. Appl. Pyrolysis 54, 153-192. doi: 10.1016/S0165-2370(99)00082-0
|
|
Effendi, A., Gerhauser, H., Bridgwater, A.V., 2008. Production of renewable phenolic resins by thermochemical conversion of biomass:a review. Renew. Sustain. Energy Rev. 12, 2092-2116. doi: 10.1016/j.rser.2007.04.008
|
|
Feng, J.F., Hse, C., Yang, Z.Z., Wang, K., Jiang, J.C., Xu, J.M., 2017. Renewable platform chemicals from directional microwave-assisted liquefaction coupling stepwise extraction of waste biomass. Bioresour. Technol. 244, 496-508. doi: 10.1016/j.biortech.2017.07.182
|
|
Hepditch, M.M., Thring, R.W., 2000. Degradation of solvolysis lignin using Lewis acid catalysts. Can. J. Chem. Eng. 78, 226-231. doi: 10.1002/cjce.5450780129
|
|
Huang, C.X., Su, Y., Shi, J.H., Yuan, C., Zhai, S.C., Yong, Q., 2019. Revealing the effects of centuries of ageing on the chemical structural features of lignin in archaeological fir woods. New J. Chem. 43, 3520-3528. doi: 10.1039/C9NJ00026G
|
|
Huang, Y.B., Fu, Y., 2013. Hydrolysis of cellulose to glucose by solid acid catalysts. Green Chem. 15, 1095. doi: 10.1039/c3gc40136g
|
|
Jiang, G.Z., Nowakowski, D.J., Bridgwater, A.V., 2010. A systematic study of the kinetics of lignin pyrolysis. Thermochimica Acta 498, 61-66. doi: 10.1016/j.tca.2009.10.003
|
|
Jiang, Z.C., He, T., Li, J.M., Hu, C.W., 2014. Selective conversion of lignin in corncob residue to monophenols with high yield and selectivity. Green Chem. 16, 4257-4265. doi: 10.1039/C4GC00620H
|
|
Kim, H., Ralph, J., 2010. Solution-state 2D NMR of ball-milled plant cell wall gels in DMSO-d6/pyridine-d5. Org. Biomol. Chem. 8, 576-591. doi: 10.1039/B916070A
|
|
Kim, J.S., 2015. Production, separation and applications of phenolic-rich bio-oil - A review. Bioresour. Technol. 178, 90-98. doi: 10.1016/j.biortech.2014.08.121
|
|
Kleinert, M., Barth, T., 2008. Towards a lignincellulosic biorefinery:direct one-step conversion of lignin to hydrogen-enriched biofuel. Energy Fuels 22, 1371-1379. doi: 10.1021/ef700631w
|
|
Ma, Y., Tan, W.H., Wang, K., Wang, J.X., Jiang, J.C., Xu, J.M., 2017. An insight into the selective conversion of bamboo biomass to ethyl glycosides. ACS Sustainable Chem. Eng. 5, 5880-5886. doi: 10.1021/acssuschemeng.7b00618
|
|
Ma, Z.Q., Custodis, V., van Bokhoven, J.A., 2014. Selective deoxygenation of lignin during catalytic fast pyrolysis. Catal. Sci. Technol. 4, 766. doi: 10.1039/c3cy00704a
|
|
Mansfield, S.D., Kim, H., Lu, F.C., Ralph, J., 2012. Whole plant cell wall characterization using solution-state 2D NMR. Nat. Protoc. 7, 1579-1589. doi: 10.1038/nprot.2012.064
|
|
Op de Beeck, B., Dusselier, M., Geboers, J., Holsbeek, J., Morré, E., Oswald, S., Giebeler, L., Sels, B.F., 2015. Direct catalytic conversion of cellulose to liquid straight-chain alkanes. Energy Environ. Sci. 8, 230-240. doi: 10.1039/C4EE01523A
|
|
Ouyang, X.P., Lin, Z.X., Deng, Y.H., Yang, D.J., Qiu, X.Q., 2010. Oxidative degradation of soda lignin assisted by microwave irradiation. Chin. J. Chem. Eng. 18, 695-702. doi: 10.1016/S1004-9541(10)60277-7
|
|
Pandey, M.P., Kim, C.S., 2011. Lignin depolymerization and conversion:a review of thermochemical methods. Chem. Eng. Technol. 34, 29-41.[LinkOut] doi: 10.1002/ceat.201000270
|
|
Parsell, T.H., Owen, B.C., Klein, I., Jarrell, T.M., Marcum, C.L., Haupert, L.J., Amundson, L.M., Kenttämaa, H.I., Ribeiro, F., Miller, J.T., Abu-Omar, M.M., 2013. Cleavage and hydrodeoxygenation (HDO) of C-O bonds relevant to lignin conversion using Pd/Zn synergistic catalysis. Chem. Sci. 4, 806-813. doi: 10.1039/C2SC21657D
|
|
Pinkert, A., Goeke, D.F., Marsh, K.N., Pang, S.S., 2011. Extracting wood lignin without dissolving or degrading cellulose:investigations on the use of food additive-derived ionic liquids. Green Chem. 13, 3124. doi: 10.1039/c1gc15671c
|
|
Ragauskas, A.J., Beckham, G.T., Biddy, M.J., Chandra, R., Chen, F., Davis, M.F., Davison, B.H., Dixon, R.A., Gilna, P., Keller, M., Langan, P., Naskar, A.K., Saddler, J.N., Tschaplinski, T.J., Tuskan, G.A., Wyman, C.E., 2014. Lignin valorization:improving lignin processing in the biorefinery. Science 344, 1246843. doi: 10.1126/science.1246843
|
|
Ralph, J., Lundquist, K., Brunow, G., Lu, F.C., Kim, H., Schatz, P.F., Marita, J.M., Hatfield, R.D., Ralph, S.A., Christensen, J.H., Boerjan, W., 2004. Lignins:Natural polymers from oxidative coupling of 4-hydroxyphenyl- propanoids. Phytochem. Rev. 3, 29-60. doi: 10.1023/B:PHYT.0000047809.65444.a4
|
|
Sahu, R., Dhepe, P.L., 2012. A one-pot method for the selective conversion of hemicellulose from crop waste into C5 sugars and furfural by using solid acid catalysts. ChemSusChem 5, 751-761. doi: 10.1002/cssc.201100448
|
|
Sales, F.G., Maranhão, L.C.A., Filho, N.M.L., Abreu, C.A.M., 2007. Experimental evaluation and continuous catalytic process for fine aldehyde production from lignin. Chem. Eng. Sci. 62, 5386-5391. doi: 10.1016/j.ces.2007.02.018
|
|
Singh, R., Prakash, A., Dhiman, S.K., Balagurumurthy, B., Arora, A.K., Puri, S.K., Bhaskar, T., 2014. Hydrothermal conversion of lignin to substituted phenols and aromatic ethers. Bioresour. Technol. 165, 319-322. doi: 10.1016/j.biortech.2014.02.076
|
|
Somerville, C., Youngs, H., Taylor, C., Davis, S.C., Long, S.P., 2010. Feedstocks for lignocellulosic biofuels. Science 329, 790-792. doi: 10.1126/science.1189268
|
|
Stanzione, J.F.Ⅲ, Sadler, J.M., La Scala, J.J., Wool, R.P., 2012. Lignin model compounds as bio-based reactive diluents for liquid molding resins. ChemSusChem 5, 1291-1297. doi: 10.1002/cssc.201100687
|
|
Stärk, K., Taccardi, N., Bösmann, A., Wasserscheid, P., 2010. Oxidative depolymerization of lignin in ionic liquids. ChemSusChem 3, 719-723. doi: 10.1002/cssc.200900242
|
|
Tathod, A.P., Dhepe, P.L., 2015. Efficient method for the conversion of agricultural waste into sugar alcohols over supported bimetallic catalysts. Bioresour. Technol. 178, 36-44. doi: 10.1016/j.biortech.2014.10.036
|
|
Thakur, V.K., Thakur, M.K., Raghavan, P., Kessler, M.R., 2014. Progress in green polymer composites from lignin for multifunctional applications:a review. ACS Sustainable Chem. Eng. 2, 1072-1092. doi: 10.1021/sc500087z
|
|
Thomas, V.A., Donohoe, B.S., Li, M., Pu, Y.Q., Ragauskas, A.J., Kumar, R., Nguyen, T.Y., Cai, C.M., Wyman, C.E., 2017. Adding tetrahydrofuran to dilute acid pretreatment provides new insights into substrate changes that greatly enhance biomass deconstruction by Clostridium thermocellum and fungal enzymes. Biotechnol. Biofuels 10, 252. doi: 10.1186/s13068-017-0937-3
|
|
Tymchyshyn, M., Xu, C.C., 2010. Liquefaction of bio-mass in hot-compressed water for the production of phenolic compounds. Bioresour. Technol. 101, 2483-2490. doi: 10.1016/j.biortech.2009.11.091
|
|
Wang, H.M., Wang, B., Sun, D., Shi, Q., Zheng, L., Wang, S.F., Liu, S.J., Xia, R.R., Sun, R.C., 2019. Unraveling the fate of lignin from Eucalyptus and poplar during integrated delignification and bleaching. ChemSusChem 12, 1059-1068. doi: 10.1002/cssc.201802592
|
|
Xu, J.M., Xie, X.F., Wang, J.X., Jiang, J.C., 2016. Directional liquefaction coupling fractionation of lignocellulosic biomass for platform chemicals. Green Chem. 18, 3124-3138. doi: 10.1039/C5GC03070F
|
|
Xu, Y., Hu, L.B., Huang, H.T., Tong, D.M., Hu, C.W, 2012. Simultaneous separation and selective conversion of hemicellulose in Pubescen in water-cyclohexane solvent. Carbohydr. Polym. 88, 1342-1347. doi: 10.1016/j.carbpol.2012.02.012
|
|
Ye, Y.Y., Fan, J., Chang, J., 2012. Effect of reaction conditions on hydrothermal degradation of cornstalk lignin. J. Anal. Appl. Pyrolysis 94, 190-195. doi: 10.1016/j.jaap.2011.12.005
|
|
Yuan, T.Q., Sun, S.N., Xu, F., Sun, R.C., 2011. Characterization of lignin structures and lignin-carbohydrate complex (LCC) linkages by Quantitative 13C and 2D HSQC NMR spectroscopy. J. Agric. Food Chem. 59, 10604-10614. doi: 10.1021/jf2031549
|
|
Zhang, B., Huang, H.J., Ramaswamy, S., 2008. Reaction kinetics of the hydrothermal treatment of lignin. Appl. Biochem. Biotechnol. 147, 119-131. doi: 10.1007/s12010-007-8070-6
|
|
Zhang, J.G., Asakura, H., van Rijn, J., Yang, J., Duchesne, P., Zhang, B., Chen, X., Zhang, P., Saeys, M., Yan, N., 2014. Highly efficient, NiAu-catalyzed hydrogenolysis of lignin into phenolic chemicals. Green Chem. 16, 2432-2437. doi: 10.1039/C3GC42589D
|
Figures(8) / Tables(4)
 WeChat: JournalBandB
WeChat: JournalBandBCopyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: