| Citation: | Sheng He, Lanying Lin, Zaixing Wu, Zhangmin Chen. Application of Finite Element Analysis in Properties Test of Finger-jointed Lumber[J]. Journal of Bioresources and Bioproducts, 2020, 5(2): 124-133. doi: 10.1016/j.jobab.2020.04.006

|
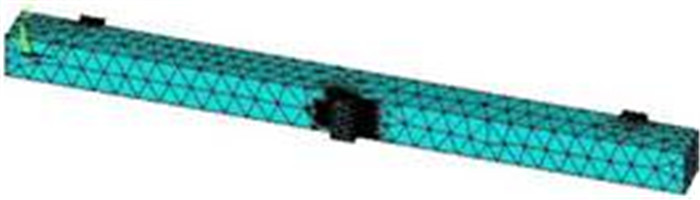
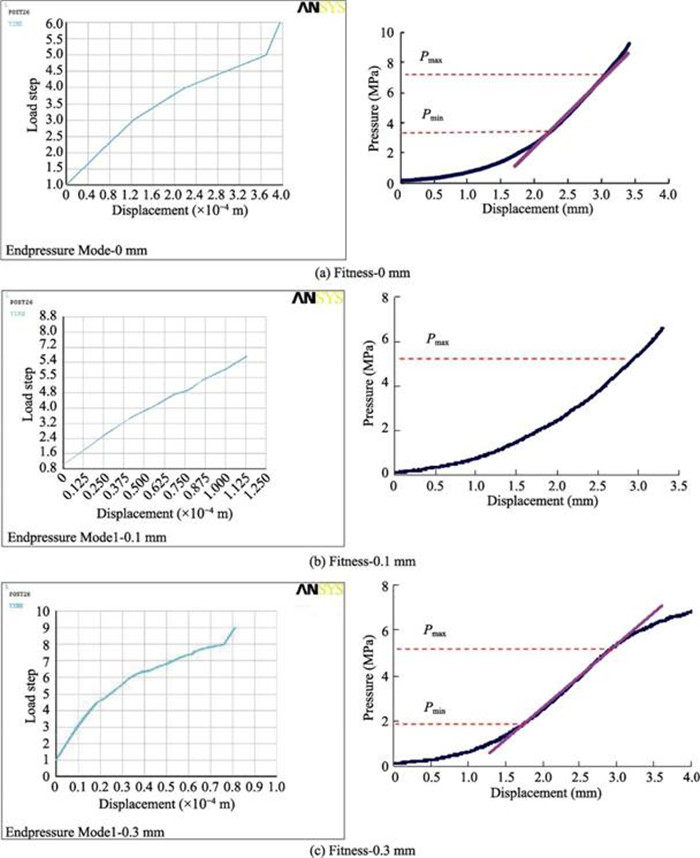
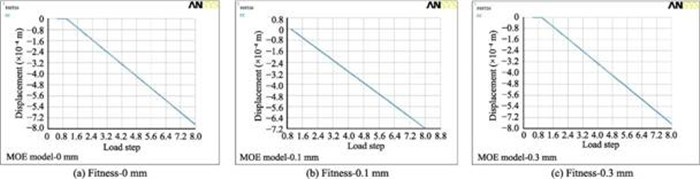
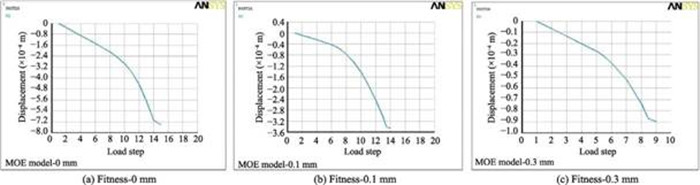
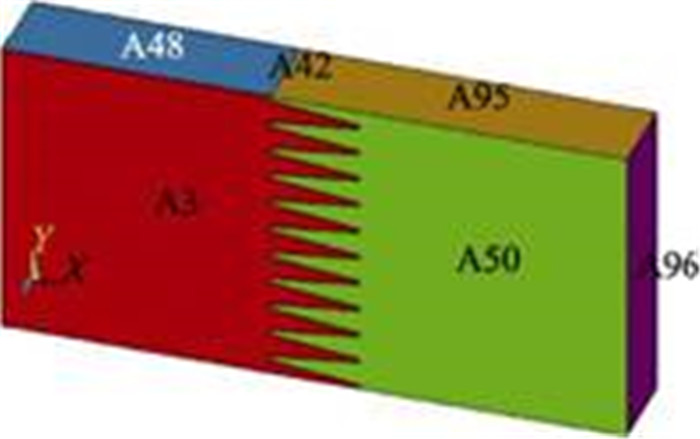
Finger-jointed lumber production has now become the most extensively used method for spliced lumbers jointing together endwise. The properties of finger-jointed lumber are affected by many different factors such as the end- pressure. The main mechanical properties to be tested for structural use finger-jointed lumber include the modulus of elasticity in static bending and the bending strength. The most commonly used method for testing these properties at present is the experimental test. In this study, we used finite element method to investigate the end-pressure range, the modulus of elasticity in static bending and the bending strength for Pinus sylvistriv var. finger-jointed lumber under three different fitness ratios (0 mm, 0.1 mm, 0.3 mm). With finite element analysis (FEA) modelling results compared with the experimental test results, it is possible to find the relationship between these two kinds of results and use the FEA to predict the properties of finger-jointed lumber. The FEA applied in the end pressure tests showed a narrower range compared with the modelling results. It indicated that the FEA could be used in the prediction of the end pressure for finger-jointed lumber. The modelling results for modulus of elasticity (MOE) test and bending strength (MOR) test showed about 20% discrepancies compared with the experimental results. Moreover, the MOE modelling results showed the same trend as experimental results under three different fitness levels while the MOR modelling results showed the different trend. It can be concluded that the FEA is a feasible way in analyzing the properties of finger-jointed lumber if the errors could be eliminated properly. Some modifications should be made in order to realize the prediction of the properties of finger-jointed lumber more accurately.

|
Cecilia, B., Mohammad, M., Roger, E. H., 2003. Effect of curing time and end pressure on the tensile strength of finger-jointed black spruce lumber. Forest Prod. J. 53, 85-89. http://www.freepatentsonline.com/article/111769902.html
|
|
Davalos, J.F., Kim, Y., Barbero, E.J., 1995. A layerwise beam element for analysis of frames with laminated sections and flexible joints. Finite Elem. Anal. Des. 19, 181-194. doi: 10.1016/0168-874X(95)00011-H
|
|
Du, X.C., Feng, H.L., Hu, M.Y., Fang, Y.M., Chen, S.Y., 2018. Three-dimensional stress wave imaging of wood internal defects using TKriging method. Comput. Electron. Agric. 148, 63-71. doi: 10.1016/j.compag.2018.03.005
|
|
Gillespie, G.D., Gowen, A.A., Finnan, J.M., Carroll, J.P., Farrelly, D.J., McDonnell, K.P., 2019. Near infrared hyperspectral imaging for the prediction of gaseous and particulate matter emissions from pine wood pellets. Biosyst. Eng. 179, 94-105. doi: 10.1016/j.biosystemseng.2019.01.001
|
|
He, S., 2011. Study of finite element modelling analysis for Pinus sylvestris L. var. finger-jointed lumber. Nanjing: Nanjing Forestry University.
|
|
He, S., Lin, L.Y., Fu, F., Cao, P.X., 2012. Finite element analysis of bending strength for Pinus sylvestris var.mongolica finger-jointed lumber. Sci. Silvae Sin. 48, 63-68. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=lykx201211010
|
|
Khelifa, M., Celzard, A., Oudjene, M., Ruelle, J., 2016. Experimental and numerical analysis of CFRP-strengthened finger-jointed timber beams. Int. J. Adhesion Adhesives 68, 283-297. doi: 10.1016/j.ijadhadh.2016.04.007
|
|
Kiyoko, Y., Takeshi, O., Yasuhide, M., 2007. Evaluation of Sugi finger-jointed laminae with a knot and starved joints by acoustic emission. J. Fac. Agr., Kyushu Univ. 52, 111-116. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=CC025155978
|
|
Kutscha, N.P., Caster, R.W, 1987. Factors affecting the bond quality of hem-fir finger-joints. Forest Prod. J. 37, 43-48. https://www.researchgate.net/publication/293786286_FACTORS_AFFECTING_THE_BOND_QUALITY_OF_HEM-FIR_FINGER-JOINTS
|
|
Lara-Bocanegra, A.J., Majano-Majano, A., Crespo, J., Guaita, M, 2017. Finger-jointed Eucalyptus globulus with 1C-PUR adhesive for high performance engineered laminated products. Constr. Build. Mater. 135, 529-537. doi: 10.1016/j.conbuildmat.2017.01.004
|
|
Lasaygues, P., Arciniegas, A., Espinosa, L., Prieto, F., Brancheriau, L., 2018. Accuracy of coded excitation methods for measuring the time of flight:application to ultrasonic characterization of wood samples. Ultrasonics 89, 178-186. doi: 10.1016/j.ultras.2018.04.013
|
|
Li, X.M., 2009. Research on mechanical property simulation of timber with finite element method and optimization of timber. Baotou: Inner Mongolian Agricultural University.
|
|
Liang, S.Q., Cai, Z.Y., Wang, X.P., Ross, R., Fu, F, 2008. Developments and applications of nondestructive tests for wood in north America. China Wood Ind. 22, 5-8. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=mcgy200803002
|
|
Lin, L.Y., Fu, F, 2007. Comparative study of MOE on three methods of nondestructive test forecasting four kinds of lumber. Wood Process. Mach. 18, 24-29, 12. http://en.cnki.com.cn/Article_en/CJFDTOTAL-MCJG200703006.htm
|
|
Liu, Z.F., 1995. The influence of flaws in finger joints on the strength of finger-jointed lumber. Forestry Abroad 25, 99-101.
|
|
Marra, G., 1984. The role of adhesion and adhesives in the wood products industry. In: Gillespie, R. H. Adhesives for Wood. Research Applications, and Needs. USDA forest serv., Forest Prod. Lab., Madison, WI., 2-9.
|
|
Moses, D.M., Prion, H.G.L., 2004. Stress and failure analysis of wood composites:a new model. Compos. Part B:Eng. 35, 251-261. doi: 10.1016/j.compositesb.2003.10.002
|
|
Raknes, E., 1982. The influence of production conditions on the strength of finger-joints. Production, Marketing and Use of Finger-Jointed Sawnwood. Dordrecht:Springer Netherlands, 154-168. doi: 10.1007%2F978-94-015-3859-6_17
|
|
Rescalvo, F.J., Aguilar-Aguilera, A., Suarez, E., Valverde-Palacios, I., Gallego, A., 2018. Acoustic emission during wood-CFRP adhesion tests. Int. J. Adhesion Adhesives 87, 79-90. doi: 10.1016/j.ijadhadh.2018.09.007
|
|
Serrano, E., 2004. A numerical study of the shear-strength-predicting capabilities of test specimens for wood-adhesive bonds. Int. J. Adhesion Adhesives 24, 23-35. doi: 10.1016/S0143-7496(03)00096-4
|
|
Tabiei, A., Wu, J., 2000. Three-dimensional nonlinear orthotropic finite element material model for wood. Compos. Struct. 50, 143-149. doi: 10.1016/S0263-8223(00)00089-1
|
|
Xu, Y.J., 2000. The properties of timber. Wood in China 12, 21-22. http://d.old.wanfangdata.com.cn/OAPaper/oai_doaj-articles_6e3ffc2def006055770f28d5d226df6c
|
|
Zhang H.J., Shen, S.J., Cui, Y.Y., Miao, Y., Wang, Y.K., 2005. Measuring elastic modulus of wood using vibration method. Journal of Beijing Forestry University 27, 91-94. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=bjlydxxb200506017
|
|
Zhao, R.J., Huo, X.M., Zhang, L., 2009. Estimation of modulus of elasticity of Eucalyptus pellita wood by near infrared spectroscopy. Spectrosc. Spectr. Anal. 29, 2392-2395. https://pubmed.ncbi.nlm.nih.gov/19950636/
|
|
Zheng, X.L., Kong, F.Y., You, M., 2004. Numerical analysis for effect of adhesive thickness on the stress distribution in butt joint. Adhesion in China 25, 32-34. http://en.cnki.com.cn/Article_en/CJFDTOTAL-NIAN200405009.htm
|
Figures(12) / Tables(7)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: