| Citation: | A I ADEOGUN, B E AGBOOLA, M A IDOWU, T A SHITTU. ZnCl2 Enhanced Acid Hydrolysis of Pretreated Corncob for Glucose Production: Kinetics, Thermodynamics and Optimization Analysis[J]. Journal of Bioresources and Bioproducts, 2019, 4(3): 149-158. doi: 10.12162/jbb.v4i3.003

|
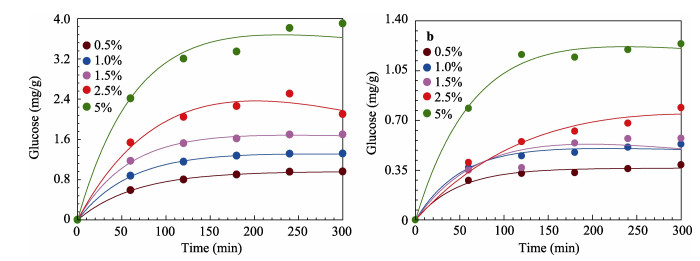
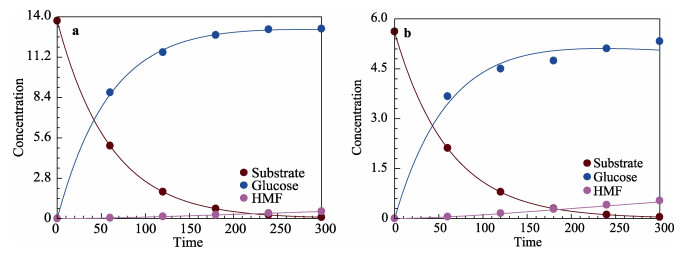
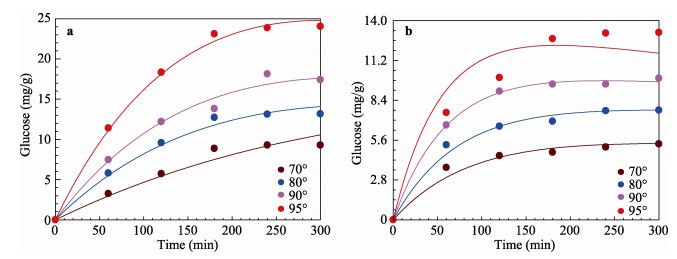
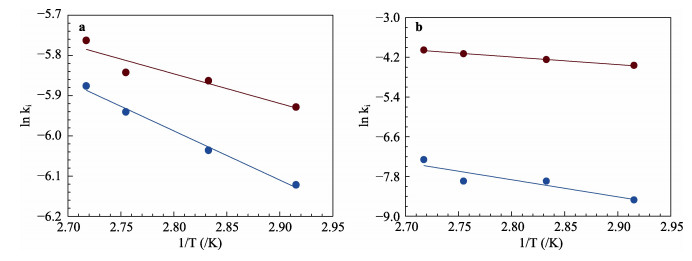
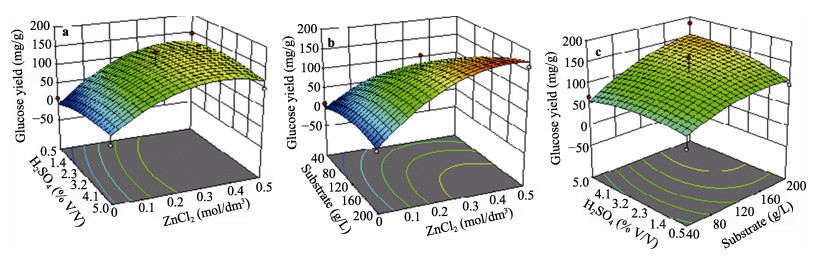
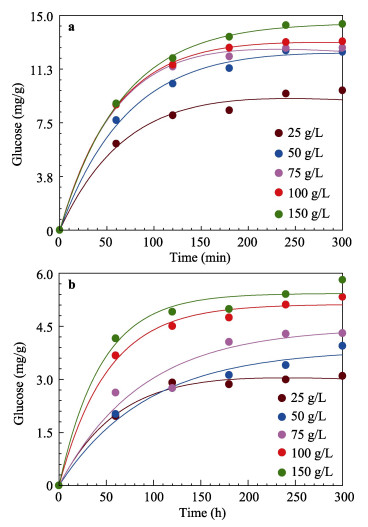
The biomass of agricultural wastes as a source of fermentable sugars for biofuels production will address the food security and environmental preservation issues. These wastes are rich in lignocellulosic materials which can be hydrolyzed into fermentable sugars. However, low sugar yield and high energy consumption are some of the challenges faced in the process of hydrolization. This study investigated the low-cost corncob substrate for glucose production by dilute sulphuric acid hydrolysis in the presence of ZnCl2 at temperatures below 100℃ after pretreatment with 10% NaOH. Time dependent hydrolysis data were analyzed by Saeman model, thermodynamic parameters were obtained using Erying and Arrhenius equations while Box-Behnken model (Design Expert 6.0 version) was used for experimental design. As the substrate concentration increased from 50 mg/L to 150 mg/L, glucose yield increased from 10.4 mg/g to 14.6 mg/g for pretreated corncob while an increase from 3.4 mg/g to 8.6 mg/g was noted for untreated corncob. The hydrolysis rate constant was two orders of magnitude higher than the degradation rate constant. Thermodynamic parameters revealed endothermic process with positive Gibb's free energy of hydrolysis having average values of 84.76 kJ/mol and 79.87 kJ/mol for pretreated and untreated samples respectively. The optimum yield from the model was found to be 177.44 mg/g with 3.94% H2SO4 and 0.43 mol/L ZnCl2 for 200 g/L compared with optimum yield of 46.37 mg/g obtainable without ZnCl2. The results of this study showed that the alkaline pretreatment of corncob increased the accessibility of cellulose from the solid fraction and increase glucose production.

|
Ali Z, Hussain M, Arshad M. 2014. Saccharification of corn cobs an agro-industrial waste by sulphuric acid for the production of monomeric sugars. International Journal of Biosciences (IJB), 5(3):204-213. DOI: 10.12692/ijb/5.3.204-213.
|
|
Ayeni A O, Hymore F K, Mudliar S N, et al. 2013. Hydrogen peroxide and lime based oxidative pretreatment of wood waste to enhance enzymatic hydrolysis for a biorefinery:Process parameters optimization using response surface methodology. Fuel, 106:187-194. DOI: 10.1016/j.fuel.2012.12.078.
|
|
Binder J B, Raines R T. 2010. Fermentable sugars by chemical hydrolysis of biomass. Proceedings of the National Academy of Sciences of the United States of America, 107(10):4516-4521. DOI: 10.1073/pnas.0912073107.
|
|
Cao N J, Xu Q, Chen L F. 1995. Acid hydrolysis of cellulose in zinc chloride solution. Applied Biochemistry and Biotechnology, 51/52(1):21-28. DOI: 10.1007/bf02933408.
|
|
Carey F A, Sundberg R J. 2007. Advanced organic chemistry. 5th ed. New York: Springer.
|
|
Chen H Z, Han Y J, Xu J. 2008. Simultaneous saccharification and fermentation of steam exploded wheat straw pretreated with alkaline peroxide. Process Biochemistry, 43(12):1462-1466. DOI: 10.1016/j.procbio.2008.07.003.
|
|
Gámez S, González-Cabriales J J, Ramírez J A, et al. 2006. Study of the hydrolysis of sugar cane bagasse using phosphoric acid. Journal of Food Engineering, 74(1):78-88. DOI: 10.1016/j.jfoodeng.2005.02.005.
|
|
Gurgel L V A, Marabezi K, Zanbom M D, et al. 2012. Dilute acid hydrolysis of sugar cane bagasse at high temperatures:A kinetic study of cellulose saccharification and glucose decomposition. part I:sulfuric acid as the catalyst. Industrial & Engineering Chemistry Research, 51(3):1173-1185. DOI: 10.1021/ie2025739.
|
|
Le Troedec M, Sedan D, Peyratout C, et al. 2008. Influence of various chemical treatments on the composition and structure of hemp fibres. Composites Part A:Applied Science and Manufacturing, 39(3):514-522. DOI:10.1016/j.compositesa. 2007.12.001.
|
|
Li H J, Pu Y Q, Kumar R, et al. 2014. Investigation of lignin deposition on cellulose during hydrothermal pretreatment, its effect on cellulose hydrolysis, and underlying mechanisms. Biotechnology and Bioengineering, 111(3):485-492. DOI: 10.1002/bit.25108.
|
|
Mathur S P. 1998. Composting processes. Bioconversion of waste materials to industrial products. Boston, MA: Springer US. 1998: 154-193. DOI: 10.1007/978-1-4615-5821-7_4
|
|
Mohlala L M, Bodunrin M O, Awosusi A A, et al. 2016. Beneficiation of corncob and sugarcane bagasse for energy generation and materials development in Nigeria and South Africa:a short overview. Alexandria Engineering Journal, 55(3):3025-3036. DOI: 10.1016/j.aej.2016.05.014.
|
|
Mudzanani K E. 2017. Optimization and kinetics study of solvent pretreatment of South African corn cob for succinic acid production. Johannesburg, South Africa: University of the Witwatersrand.
|
|
Nwakaire J N, Ezeoha S L, Ugwuishiwu B O. 2013. Production of cellulosic ethanol from wood sawdust. Agricultural Engineering International:The CIGR e-Journal, 15(3):136-140.
|
|
Pedersen M, Meyer A S. 2010. Lignocellulose pretreatment severity-relating pH to biomatrix opening. New Biotechnology, 27(6):739-750. DOI: 10.1016/j.nbt.2010.05.003.
|
|
Pointner M, Kuttner P, Obrlik T, et al. 2014. Composition of corncobs as a substrate for fermentation of biofuels. Agronomy Research, 12(2):391-396.
|
|
Saeman J F. 1945. Kinetics of wood saccharification-hydrolysis of cellulose and decomposition of sugars in dilute acid at high temperature. Industrial & Engineering Chemistry, 37(1):43-52. DOI: 10.1021/ie50421a009.
|
|
Sorrell S. 2015. Reducing energy demand:a review of issues, challenges and approaches. Renewable and Sustainable Energy Reviews, 47:74-82. DOI: 10.1016/j.rser.2015.03.002.
|
|
Sun Y, Cheng J Y. 2002. Hydrolysis of lignocellulosic materials for ethanol production:a review. Bioresource Technology, 83(1):1-11. DOI: 10.1016/s0960-8524(01)00212-7.
|
|
UNEP (United Nations Environment Programme). 2009. Converting Waste Agricultural Biomass into a Reseource, Compedium of Technology, United Nations Environmental Programme, Japan.
|
|
Zheng Y, Pan Z, Zhang R. 2009. Overview of biomass pretreatment for cellulosic ethanol production. International Journal of Agricultural and Biological Engineering, 2:51-68.
|
Figures(10) / Tables(8)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: