| Citation: | GOU Jinsheng, SONG Liuming, LIU Hui, SHEN Dandan, HU Wanxiao, WANG Wenliang, REN Xueyong, Jianmin CHANG and. Release Profile of Nitrogen During Thermal Treatment of Waste Wood Packaging Materials[J]. Journal of Bioresources and Bioproducts, 2019, 4(3): 166-176. doi: 10.12162/jbb.v4i3.005

|
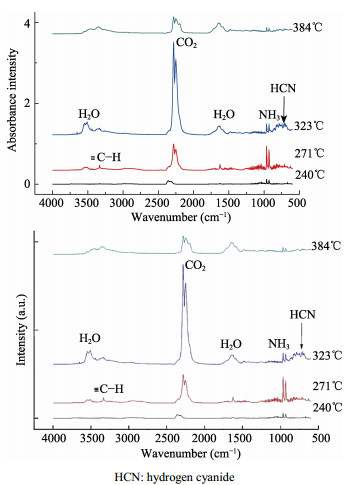
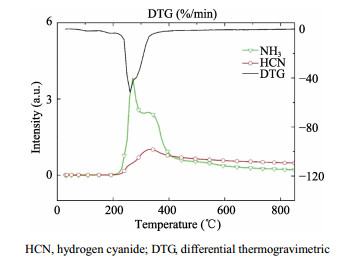
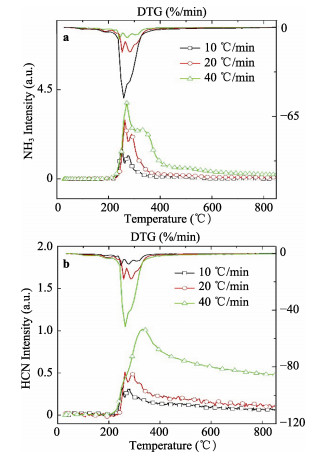
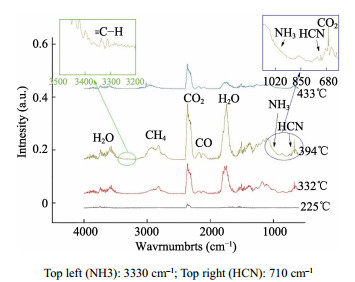
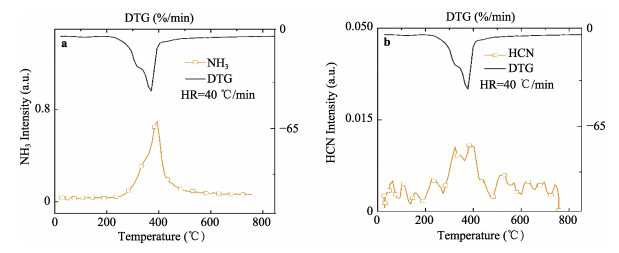
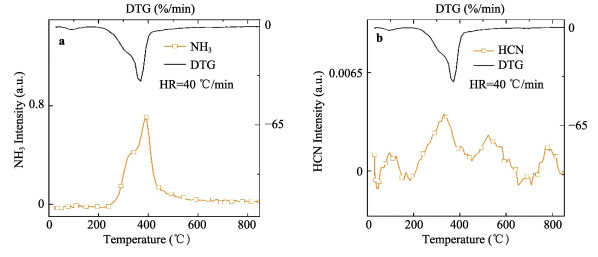
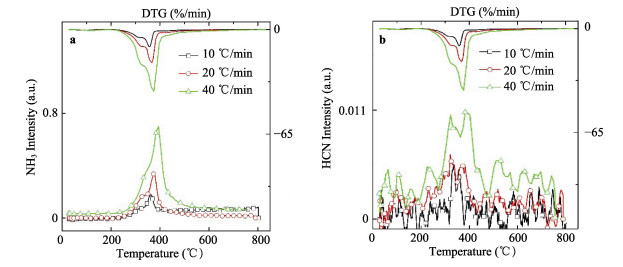
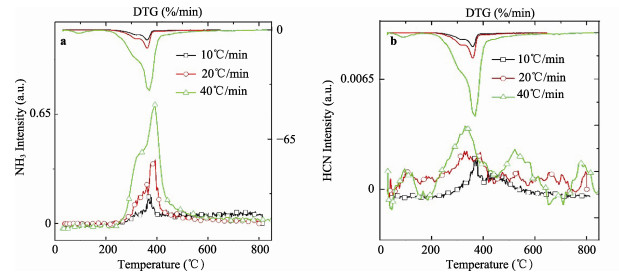
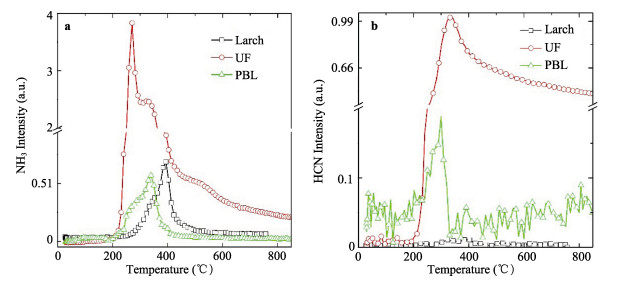
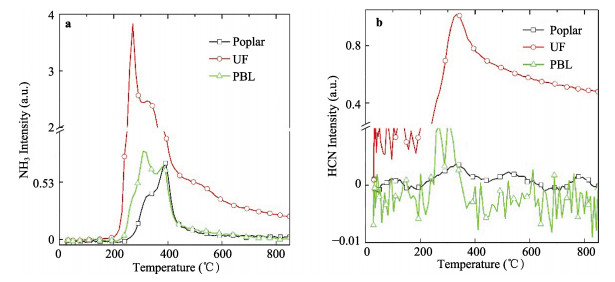
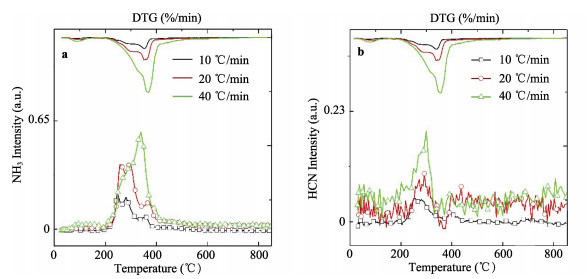
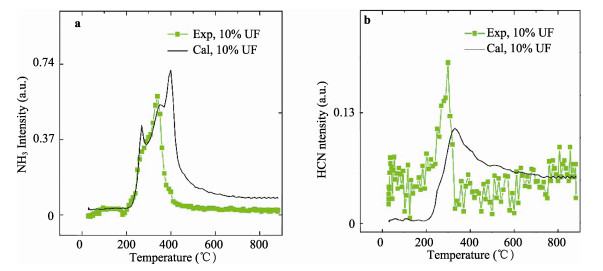
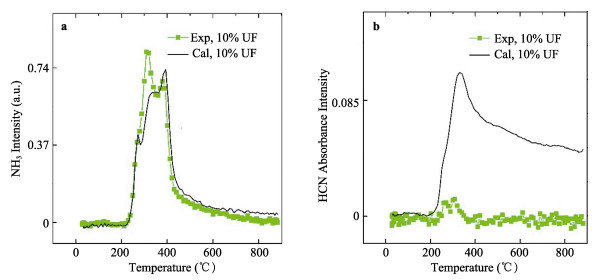
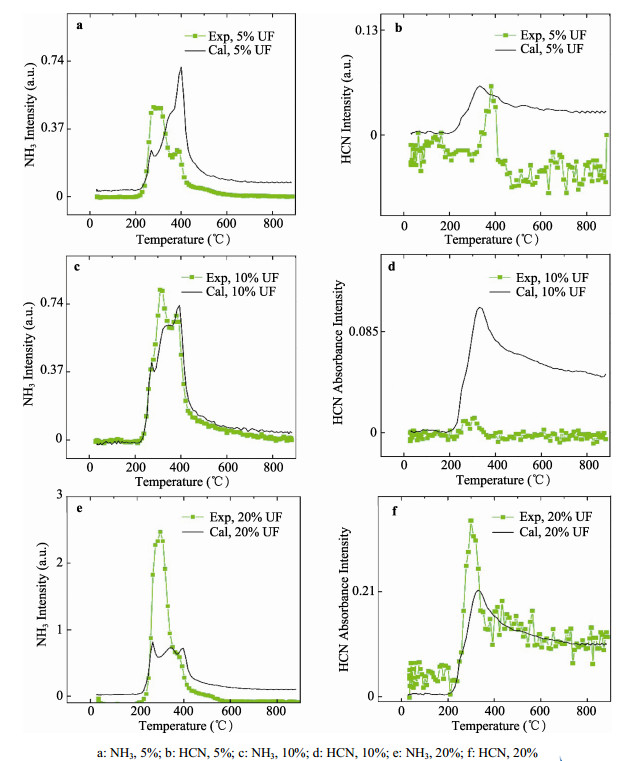
Wood packaging waste with a high recycling value is one of the main components of packaging waste. However, most research has been focused on natural wood, and less is known about the recycling of wood-based panel waste commonly used in packaging. This paper examined the pyrolysis of common urea-formaldehyde (UF) resin particleboard, including the decomposition characteristics of its nitrogen-containing adhesives, the product types, and how they are generated. The samples and pyrolysis products were analyzed by infrared spectroscopy. The results showed that the UF resin was the main contributor to the release of ammonia (NH3) and hydrogen cyanide (HCN). At low temperatures, more NH3 was released than the HCN, and at high temperatures, the reverse was true. A high heating rate promoted the release of the NH3 and HCN. The UF resin and wood in the particleboard interacted and caused the release of the NH3 and HCN. These results provide a reference for further study of the thermochemical regeneration of wood-based packaging waste.

|
Becidan M, Skreiberg Ø, Hustad J E. 2007. NOx and N2O precursors (NH3and HCN) in pyrolysis of biomass residues. Energy & Fuels, 21(2):1173-1180. DOI: 10.1021/ef060426k.
|
|
Chen H P, Si Y H, Chen Y Q, et al. 2017. NOx precursors from biomass pyrolysis:Distribution of amino acids in biomass and Tar-N during devolatilization using model compounds. Fuel, 187:367-375. DOI: 10.1016/j.fuel.2016.09.075.
|
|
Dejong W, Dinola G, Venneker B et al. 2007. TG-FTIR pyrolysis of coal and secondary biomass fuels:Determination of pyrolysis kinetic parameters for main species and NOx precursors. Fuel, 86(15):2367-2376. DOI: 10.1016/j.fuel.2007.01.032.
|
|
Dejong W, Pirone A, Wojtowicz M. 2003. Pyrolysis of Miscanthus Giganteus and wood pellets:TG-FTIR analysis and reaction kinetics. Fuel, 82(9):1139-1147. DOI: 10.1016/s0016-2361(02)00419-2.
|
|
di Nola G, de Jong W, Spliethoff H. 2009. The fate of main gaseous and nitrogen species during fast heating rate devo-latilization of coal and secondary fuels using a heated wire mesh reactor. Fuel Processing Technology, 90(3):388-395. DOI: 10.1016/j.fuproc.2008.10.009.
|
|
di Nola G, de Jong W, Spliethoff H. 2010. TG-FTIR character-ization of coal and biomass single fuels and blends under slow heating rate conditions:Partitioning of the fuel-bound nitrogen. Fuel Processing Technology, 91(1):103-115. DOI: 10.1016/j.fuproc.2009.09.001.
|
|
Girods P, Dufour A, Rogaume Y, et al. 2008a. Pyrolysis of wood waste containing urea-formaldehyde and melamine-formaldehyde resins. Journal of Analytical and Applied Pyrolysis, 81(1):113-120. DOI: 10.1016/j.jaap.2007.09.007.
|
|
Girods P, Rogaume Y, Dufour A, et al. 2008b. Low-temperature pyrolysis of wood waste containing urea-formaldehyde resin. Renewable Energy, 33(4):648-654. DOI:10.1016/j.renene. 2007.03.026.
|
|
Giuntoli J, de Jong W, Arvelakis S, et al. 2009. Quantitative and kinetic TG-FTIR study of biomass residue pyrolysis:Dry distiller's grains with solubles (DDGS) and chicken manure. Journal of Analytical and Applied Pyrolysis, 85(1/2):301-312. DOI: 10.1016/j.jaap.2008.12.007.
|
|
Gou J, Chang J. 2015. Effects of UF resin on the fast pyrolysis of waste wood used in packaging engineering. Packaging Engineering, 36(23):62-66. DOI: 10.19554/j.cnki.1001-3563.2015.23.014.
|
|
Gou J S, Hui F F, Qian Y, et al. 2012. Analysis on copyrolysis products of paper-PE-Al composite packaging material. Packaging Engineering, 33(23):30-34. DOI:10.19554/j. cnki.1001-3563.2012.23.007.
|
|
Hansson K, Samuelsson J, Tullin C, et al. 2004. Formation of HNCO, HCN, and NH3 from the pyrolysis of bark and nitrogen-containing model compounds. Combustion and Flame, 137(3):265-277. DOI:10.1016/j.combustflame.2004. 01.005.
|
|
Hansson K M. 2003. Principles of biomass pyrolysis with emphasis on the formation of the nitrogen-containing gases HNCO, HCN and NH3. Gothenburg, Sweden: Chalmers University of Technology.
|
|
He T. 2014. Study on the artistic reproduction of packaging waste. Packaging Engineering 35(10), 1-3. DOI: 10.19554/j.cnki.1001-3563.2014.10.001.
|
|
Huang Z, Wang Y. 2005. Study on particleboard preparation by using recycled panel as initial material. Forest Products Industry, 32(4):16-19. DOI:10.3969/j.issn.1001-5299.2005. 04.005.
|
|
Huang Z, Yuan B, Dong X. 2004. Manufacture of regenerated particle board by the scrap particle board and its products. Forestry Science and Technology, 29(5):40-41. DOI: 10.3969/j.issn.1001-9499.2004.05.014.
|
|
Hussain M, Naseem Malik R, Taylor A. 2017. Carbon footprint as an environmental sustainability indicator for the parti-cleboard produced in Pakistan. Environmental Research, 155:385-393. DOI: 10.1016/j.envres.2017.02.024.
|
|
Li Y S, Lai Z Y, Zhang Y, et al. 2017. Composition charac-terisatics and antibacterial activity of pyrolysis condensate liquid from waste wood-based board. New Chemical Materials, 45(2):155-158.
|
|
Liu H, Gou J S. 2016. Study on the artistic reproduction of packaging waste. Packaging Engineering 37(23), 66-72. DOI: 10.19554/j.cnki.1001-3563.2016.23.013.
|
|
Peng Y Y, Wu S B. 2009. Characteristics and kinetics of sugarcana bagasse hemicellulose pyrolysis by TG-FTIR. Chemical Industry and Engineering Progress, 28(8):1478-1484. DOI: 10.16085/j.issn.1000-6613.2009.08.035.
|
|
Ren Q Q, Zhao C S. 2013. NOx and N2O precursors (NH3 and HCN) from biomass pyrolysis:interaction between amino acid and mineral matter. Applied Energy, 112:170-174. DOI: 10.1016/j.apenergy.2013.05.061.
|
|
Ren Q Q, Zhao C S, Chen X P, et al. 2011. NOx and N2O precursors (NH3 and HCN) from biomass pyrolysis:co-pyrolysis of amino acids and cellulose, hemicellulose and lignin. Proceedings of the Combustion Institute, 33(2):1715-1722. DOI: 10.1016/j.proci.2010.06.033.
|
|
Ren X, Du H, Wang W, et al. 2012. Analysis of pyrolysis process and gas evolution rule of larch wood by TG-FTIR. Spectroscopy and Spectral Analysis, 32(4):944-948. DOI: 10.3964/j.issn.1000-0593(2012)04-0944-05.
|
|
Su Q, Hu L, Tang Y. 2012. Study on the residue and waste resource utilization of wood-based panel mills. China Science and Technology Information, 15:38. DOI: 10.3969/j.issn.1001-8972.2012.15.006.
|
|
Tian F, Yu J, McKenzie L, et al. 2005. Formation of NO precursors during the pyrolysis of coal and biomass. Part Vò. Pyrolysis and gasification of cane trash with steam. Fuel, 84(4):371-376. DOI: 10.1016/j.fuel.2004.09.018.
|
|
Wang X, Ren Q Q, Li L N, et al. 2016. TG-MS analysis of nitrogen transformation during combustion of biomass with municipal sewage sludge. Journal of Thermal Analysis and Calorimetry, 123(3):2061-2068. DOI: 10.1007/s10973-015-4712-z.
|
|
Wang R, Dai T. 2013. Cost-benefit composition analysis of packaging waste recycling. Recyclable Resources and Circular Economy, 6(2):29-32. DOI: 10.3969/j.issn.1674-0912.2013.02.010.
|
|
Wang Z, Zhang J, Zhao Y, et al. 2011. Formation of NO, NH3 and HCN during pyrolysis of biomass. Journal of Fuel Chemistry and Technology, 39(2):99-102. DOI: 10.3969/j.issn.0253-2409.2011.02.005.
|
|
Yang H K. 2016. Experimental study on n migration of biomass in pyrolysis gasification of tubular furnace. Hefei, China: University of Science and Technology.
|
|
Yi Q, Ren X, Zhou Y, et al. 2017. Research progress in energy-oriented utilization of urban waste wood material by pyrolysis refining. World Forestry Research, 30(2):56-61. DOI: 10.13348/j.cnki.sjlyyj.2017.0028.y.
|
|
Yu W J, Qu Y C, Ye K. 1998. Study on improving properties of re-manufactured particleboard from waste particleboard. China Wood Industry, 3:2-4. DOI:10.19455/j.mcgy.1998. 03.001.
|
|
Yu X, Gao X B, Xuan Z L. 2000. The analyse of packaging castoff reclaim and packaging designing amelioration. Pack-aging Engineering, 21(1):48-50. DOI: 10.3969/j.issn.1001-3563.2000.01.018.
|
|
Zhang Y. 2016. Study on pyrolysis model of urea-formaldehyde resin particleboard. Beijing, China: Beijing Forestry Uni-versity.
|
Figures(16) / Tables(2)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: