| Citation: | Xiaohua Yang, Shouhai Li, Jiujuan Yan, Jianling Xia, Lixin Huang, Mei Li, Haiyang Ding, Lina Xu. Effect of different combinations of emulsifier and wall materials on the physical properties of spray-dried microencapsulated swida wilsoniana oil[J]. Journal of Bioresources and Bioproducts, 2020, 5(1): 44-50. doi: 10.1016/j.jobab.2020.03.005

|
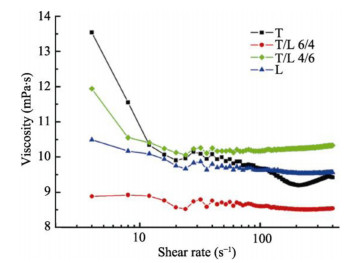
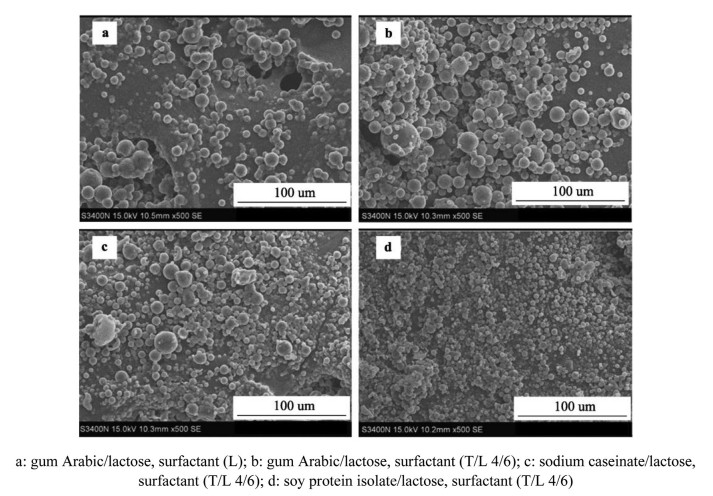
Spray drying was used to produce microencapsulated Wilson Dogwood (Swida wilsoniana) oil. The influences of the emulsifier and wall materials on the encapsulation were studied in order to produce high quality encapsulated S. wilsoniana oil. The emulsions were prepared by using lecithin (L) and Tween 80 (T) with different hydrophilic-lipophilic balance. Results indicate that the stable emulsion was obtained using T and L as the compound emulsifier at a ratio of 4/6 (w/w). By virtue of the compound emulsifier (T/L 4/6), the microencapsulation efficiency (MEE) reached 91%, and the oil loading up to 35% were achieved. We also examined the influence of the wall materials on the microencapsulation of S. wilsoniana oil. All the three wall materials exhibited high MEE (>85%), and the highest MEE (95.20%) was obtained with sodium caseinate/lactose. All the S. wilsoniana oil encapsulated with the three wall materials exhibited nearly spherical microcapsules without pores or cracks-thus protecting the oil from oxygen.

|
Athas, J.C., Jun, K., McCafferty, C., Owoseni, O., John, V.T., Raghavan, S.R., 2014. An effective dispersant for oil spills based on food-grade amphiphiles. Langmuir 30, 9285-9294. doi: 10.1021/la502312n
|
|
Bakry, A.M., Fang, Z., Ni, Y.Z., Cheng, H., Chen, Y.Q., Liang, L, 2016. Stability of tuna oil and tuna oil/peppermint oil blend microencapsulated using whey protein isolate in combination with carboxymethyl cellulose or pullulan. Food Hydrocoll. 60, 559-571. doi: 10.1016/j.foodhyd.2016.04.026
|
|
Binsi, P.K., Natasha, N., Sarkar, P.C., Muhamed Ashraf, P., George, N., Ravishankar, C.N., 2017. Structural, functional and in vitro digestion characteristics of spray dried fish roe powder stabilised with gum Arabic. Food Chem. 221, 1698-1708. doi: 10.1016/j.foodchem.2016.10.116
|
|
Botrel, D.A., Borges, S.V., de Barros Fernandes, R.V., Antoniassi, R., de Faria-Machado, A.F., de Andrade Feitosa, J.P., de Paula, R.C.M., 2017. Application of cashew tree gum on the production and stability of spray-dried fish oil. Food Chem. 221, 1522-1529. doi: 10.1016/j.foodchem.2016.10.141
|
|
Edris, A.E., Kalemba, D., Adamiec, J., Piątkowski, M., 2016. Microencapsulation of Nigella sativa oleoresin by spray drying for food and nutraceutical applications. Food Chem. 204, 326-333. doi: 10.1016/j.foodchem.2016.02.143
|
|
Ferreira, C.D., da Conceição, E.J.L., MacHado, B.A.S., Hermes, V.S., de Oliveira Rios, A., Druzian, J.I., Nunes, I.L., 2016. Physicochemical characterization and oxidative stability of microencapsulated crude palm oil by spray drying. Food Bioprocess Technol. 9, 124-136. doi: 10.1007/s11947-015-1603-z
|
|
Fu, J., Zhang, X.W., Liu, K., Li, Q.S., Zhang, L.R., Yang, X.H., Zhang, Z.M., Li, C.Z., Luo, Y., He, Z.X., Zhu, H.L., 2012. Hypolipidemic ac-tivity in sprague-dawley rats and constituents of a novel natural vegetable oil from Cornus wilsoniana fruits. J. Food Sci. 77, H160-H169.
|
|
Jafari, S.M., Assadpoor, E., Bhandari, B., He, Y.H., 2008. Nano-particle encapsulation of fish oil by spray drying. Food Res. Int. 41, 172-183. doi: 10.1016/j.foodres.2007.11.002
|
|
Letyagina, A.S., Es'kova, E.V., Pletnev, M.Y., 2014. Preparation of stable direct emulsions stabilized with a system of phospholipid emulsifiers. Russ. J. Appl. Chem. 87, 485-490. doi: 10.1134/S10704272140400156
|
|
Li, C.Z., Zhang, L.B., Xiao, Z.H., Li, P.W., Liu, R.K., Chen, J.Z., He, Z.X., Fu, J., 2015. Production of biodiesel using a vegetable oil from Swida Wilsoniana fruits. Period. Polytech. Chem. Eng. 59, 283-287. doi: 10.3311/PPch.7868
|
|
Li, Y., Ai, L.Z., Yokoyama, W., Shoemaker, C.F., Wei, D., Ma, J.G., Zhong, F., 2013. Properties of chitosan-microencapsulated orange oil pre-pared by spray-drying and its stability to detergents. J. Agric. Food Chem. 61, 3311-3319. doi: 10.1021/jf305074q
|
|
Lim, H.K., Tan, C.P., Bakar, J., Ng, S.P., 2012. Effects of different wall materials on the physicochemical properties and oxidative stability of spray-dried microencapsulated red-fleshed pitaya (Hylocereus polyrhizus) seed oil. Food Bioprocess Technol. 5, 1220-1227. doi: 10.1007/s11947-011-0555-1
|
|
Ng, S.K., Choong, Y.H., Tan, C.P., Long, K., Nyam, K.L, 2014. Effect of total solids content in feed emulsion on the physical properties and oxidative stability of microencapsulated kenaf seed oil. LWT-Food Sci. Technol. 58, 627-632. doi: 10.1016/j.lwt.2014.03.010
|
|
Noello, C., Carvalho, A.G.S., Silva, V.M., Hubinger, M.D., 2016. Spray dried microparticles of chia oil using emulsion stabilized by whey protein concentrate and pectin by electrostatic deposition. Food Res. Int. 89, 549-557. doi: 10.1016/j.foodres.2016.09.003
|
|
Pont, E. G., 1955. A de-emulsification technique for use in the peroxide test on the fat of milk, cream concentrated and dried milks. Aust. J. Dairy Technol. 10, 72.
|
|
Pu, J.N., Bankston, J.D., Sathivel, S., 2011. Production of microencapsulated crawfish (Procambarus clarkii) astaxanthin in oil by spray drying technology. Dry. Technol. 29, 1150-1160. doi: 10.1080/07373937.2011.573155
|
|
Rodea-González, D.A., Cruz-Olivares, J., Román-Guerrero, A., Rodríguez-Huezo, M.E., Vernon-Carter, E.J., Pérez-Alonso, C., 2012. Spray-dried encapsulation of chia essential oil (Salvia hispanica L.) in whey protein concentrate-polysaccharide matrices. J. Food Eng. 111, 102-109. doi: 10.1016/j.jfoodeng.2012.01.020
|
|
Shamaei, S., Seiiedlou, S.S., Aghbashlo, M., Tsotsas, E., Kharaghani, A., 2017. Microencapsulation of walnut oil by spray drying:Effects of wall material and drying conditions on physicochemical properties of microcapsules. Innov. Food Sci. Emerg. Technol. 39, 101-112. doi: 10.1016/j.ifset.2016.11.011
|
|
Silva, E.K., Azevedo, V.M., Cunha, R.L., Hubinger, M.D., Meireles, M.A.A., 2016. Ultrasound-assisted encapsulation of annatto seed oil:Whey protein isolate versus modified starch. Food Hydrocoll. 56, 71-83. doi: 10.1016/j.foodhyd.2015.12.006
|
|
Strobel, S.A., Scher, H.B., Nitin, Jeoh, T., 2016. In situ cross-linking of alginate during spray-drying to microencapsulate lipids in powder. Food Hydrocoll. 58, 141-149. doi: 10.1016/j.foodhyd.2016.02.031
|
|
Tang, C.H., Li, X.R., 2013. Microencapsulation properties of soy protein isolate:Influence of preheating and/or blending with lactose. J. Food Eng. 117, 281-290. doi: 10.1016/j.jfoodeng.2013.03.018
|
|
Timilsena, Y.P., Wang, B., Adhikari, R., Adhikari, B., 2017. Advances in microencapsulation of polyunsaturated fatty acids (PUFAs)-rich plant oils using complex coacervation:a review. Food Hydrocoll. 69, 369-381. doi: 10.1016/j.foodhyd.2017.03.007
|
|
Tonon, R.V., Grosso, C.R.F., Hubinger, M.D, 2011. Influence of emulsion composition and inlet air temperature on the microencapsulation of flaxseed oil by spray drying. Food Res. Int. 44, 282-289. doi: 10.1016/j.foodres.2010.10.018
|
|
Velasco, J., Marmesat, S., Dobarganes, C., Márquez-Ruiz, G., 2006. Heterogeneous aspects of lipid oxidation in dried microencapsulated oils. J. Agric. Food Chem. 54, 1722-1729. doi: 10.1021/jf052313p
|
|
Wu, Z.H., Mujumdar, A.S., 2006. A parametric study of spray drying of a solution in a pulsating high-temperature turbulent flow. Dry. Technol. 24, 751-761. doi: 10.1080/03602550600685267
|
|
Ye, A., Singh, H., 2006. Heat stability of oil-in-water emulsions formed with intact or hydrolysed whey proteins:influence of polysaccharides. Food Hydrocoll. 20, 269-276. doi: 10.1016/j.foodhyd.2005.02.023
|

Figures(3) / Tables(4)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: