| Citation: | Na Zhang, Zhuo Li, Yanan Xiao, Zheng Pan, Puyou Jia, Guodong Feng, Caiying Bao, Yonghong Zhou, Lilong Hua. Lignin-based phenolic resin modified with whisker silicon and its ap-plication[J]. Journal of Bioresources and Bioproducts, 2020, 5(1): 67-77. doi: 10.1016/j.jobab.2020.03.008

|
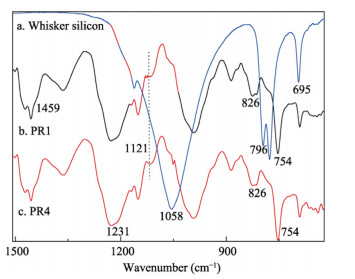
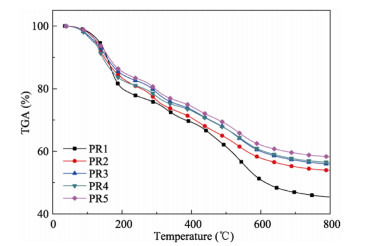
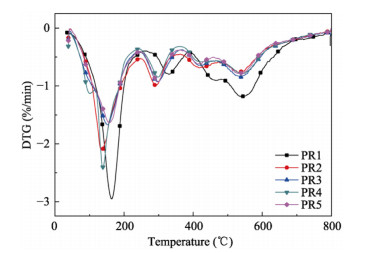
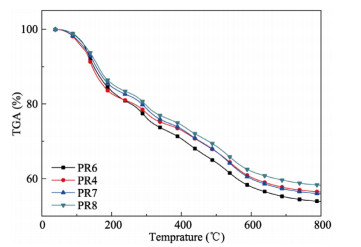
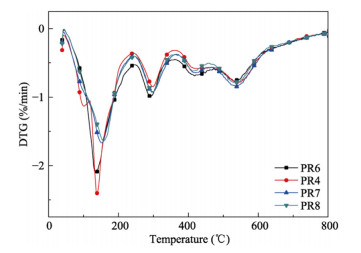
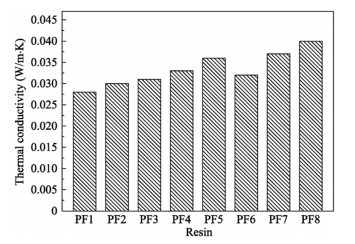
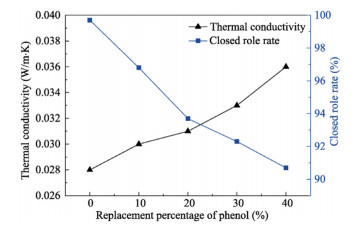
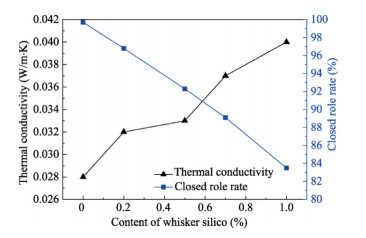
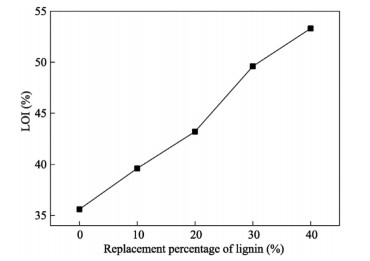
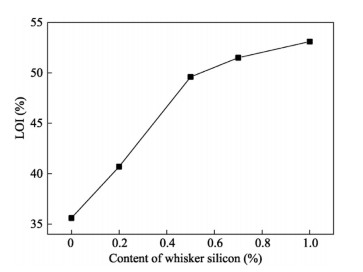
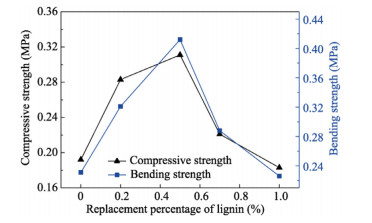
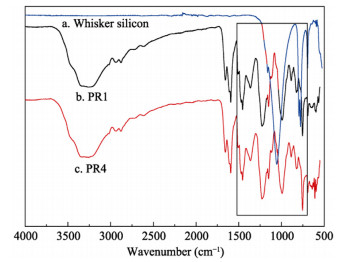
In this study, lignin-based phenolic resin was modified with whisker silicon and preparation of the phenolic foam is carried out. The resin and foam materials were characterized by Fourier transform infrared spectroscopy (FT-IR), thermo gravimetric analyzer (TGA), thermal conductivity test, limit oxygen index (LOI) analyzer and cone calorimeter. The results showed that if the content of lignin and whisker silicon increases, the oxygen index of the foam increases and the calorific value of combustion decreases. However, if the amount of lignin increased, the open porosity of the foam and the thermal conductivity increased. When the lignin substitution rate was 30% and the whisker silicon addition amount was 1%, the phenolic foam (PF4) has the best performance:the 57.1% mass lost at 600℃ and the thermal stability was 16.8% higher than that of ordinary resin. The LOI was 49.6%, and 39.3% higher than that of ordinary phenolic foam.

|
Arafa, I.M., Fares, M.M., Barham, A.S., 2004. Sol-gel preparation and properties of interpenetrating, encapsulating and blend silica-based urea-formaldehyde hybrid composite materials. Eur. Polym. J. 40, 1477-1487. doi: 10.1016/j.eurpolymj.2004.02.014
|
|
Guo, Y.J., Hu, L.H., Zhang, N., 2017. Characterization of thermal stability and toughness of nanoSiO2-lignin based phenolic foam. Chem. Ind. Eng. Prog. 36, 4569-4574. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hgjz201712033
|
|
Hakkı Alma, M., Kelley, S., 2000. Thermal stability of novolak-type thermosettings made by the condensation of bark and phenol. Polym. Degrad. Stab. 68, 413-418. doi: 10.1016/S0141-3910(00)00029-X
|
|
Haraguchi, K., Usami, Y., Ono, Y, 1998. The preparation and characterization of hybrid materials composed of phenolic resin and silica. Journal of Materials Science 33, 3337-3344. doi: 10.1023/A:1013237430504
|
|
Hu, L.H., Zhou, Y.H., Liu, R.J., Zhang, M, 2012. Progress of bio-based phenolic foam. New Chem. Mater. 40, 44-46. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hgxxcl201201014
|
|
Hu, L.H., Zhou, Y.H., Liu, R.J., Zhang, M., Yang, X.H, 2013. Synthesis of foaming resol resin modified with oxidatively degraded lignosulfonate. Ind. Crop. Prod. 44, 364-366. doi: 10.1016/j.indcrop.2012.11.034
|
|
Li, X.F., Luo, X.G., 2004. Advances of the application of lignin applied in plastics. China Pulp Pap. Ind. 6, 54-57. http://cn.bing.com/academic/profile?id=721cf28e96de15e95f7d38fe90724537&encoded=0&v=paper_preview&mkt=zh-cn
|
|
Liang, B.C., Li, X.Y., Hu, L.H., Bo, C.Y., Zhou, J., Zhou, Y.H, 2016. Foaming resol resin modified with polyhydroxylated cardanol and its application to phenolic foams. Ind. Crop. Prod. 80, 194-196. doi: 10.1016/j.indcrop.2015.11.087
|
|
Lin, R.H., Xi, Y.X., Shao, Y.X., 2004. Phenolic resin modified by nano-copper and its applied behaviors. Acta Mater. Compos. Sin. 21, 114-118. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=fhclxb200406020
|
|
Liu, G., Qiu, X., Yang, D., 2008. Properties of wheat straw soda lignin of different molecular weights and its influence on properties of LPF adhesive. J. Chem. Ind. Eng. (China) 59, 1590.
|
|
Liu, J.H., Zhao, B.H., Li, J.Z., Liu, X., Li, D.F., 2013. Mechanical property and thermostability of phenolic foams modiifed by tannins. Eng. Plast. Appl. 7, 13-16. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=gcslyy201307006
|
|
Liu, Y.H., Jing, X.L., 2007. Pyrolysis and structure of hyperbranched polyborate modified phenolic resins. Carbon 45, 1965-1971. doi: 10.1016/j.carbon.2007.06.008
|
|
Luo, J.H., Tang, Z.G., 2005. Progress in research on technology for blending lignin with plastic. China Synth. Resin Plast. 22, 81-84. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=hcszjsl200504020
|
|
Tang, L.L., Li, N.N., Wu, P.X., 2008. High Performance Phenolic Resin and Its Application Technology. Beijing: Chemical Industry Press, 2-3.
|
|
Wang, J.G., Jiang, H.Y., Jiang, N., 2009a. Study on the pyrolysis of phenol-formaldehyde (PF) resin and modified PF resin. Thermochimica Acta 496, 136-142. doi: 10.1016/j.tca.2009.07.012
|
|
Wang, M.C., Leitch, M., (Charles) Xu, C., 2009b. Synthesis of phenol-formaldehyde resol resins using organosolv pine lignins. Eur. Polym. J. 45, 3380-3388. doi: 10.1016/j.eurpolymj.2009.10.003
|
|
Wei, H.C., Li, Y., Gao, C.M., 2006. Effect of carbon nanotubes on mechanical properties of phenolic resin/carbon fiber composites. Eng. Plast. Appl. 34, 13-15.
|
|
Yuan, B., Zheng, C., Lu, H., 2012. Research and application of phenolic resin in exterior wall insulation and fire prevention. Eng. Plast. Appl. 40, 28-30.
|
|
Zhang, X.Q., Looney, M.G., Solomon, D.H., Whittaker, A.K, 1997. The chemistry of novolac resins:3. 13C and 15N n.m.r. studies of curing with hexamethylenetetramine. Polymer 38, 5835-5848. http://d.old.wanfangdata.com.cn/OAPaper/oai_doaj-articles_dd448dbe9fd9b63d870c6e0be951a805
|
|
Zhong, Y., Ji, Y.X., Zhu, D.K., 2010. Preparation of flexible phenolic foam plastics. Mod. Chem. Ind. 30, 60-62. http://www.wanfangdata.com.cn/details/detail.do?_type=perio&id=10.1177/0021955X7300900106
|
Figures(14) / Tables(4)

Copyright © 2019 Editorial Office of Journal of Bioresources and Bioproducts
Supported by: Beijing Renhe Information Technology Co. Ltd support: info@rhhz.net


 DownLoad:
DownLoad: