2022, Vol. 7, No. 3
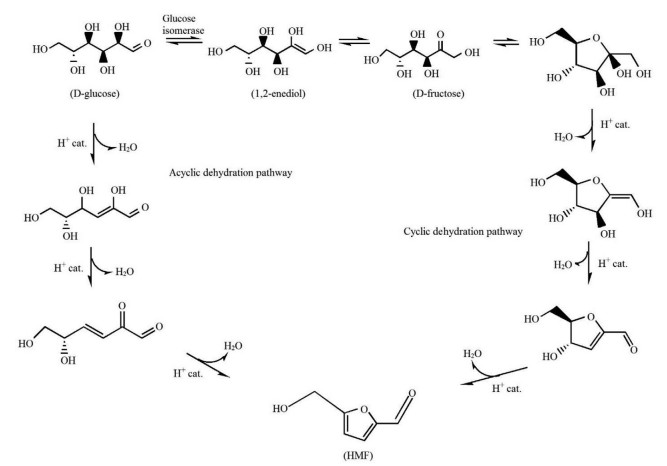
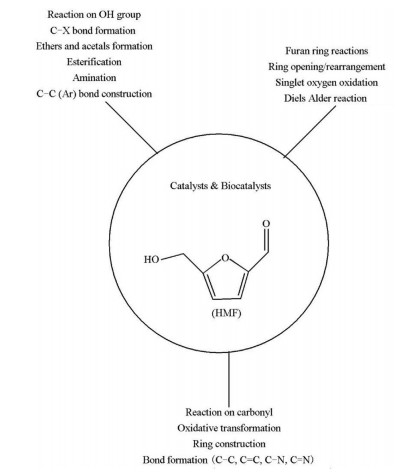
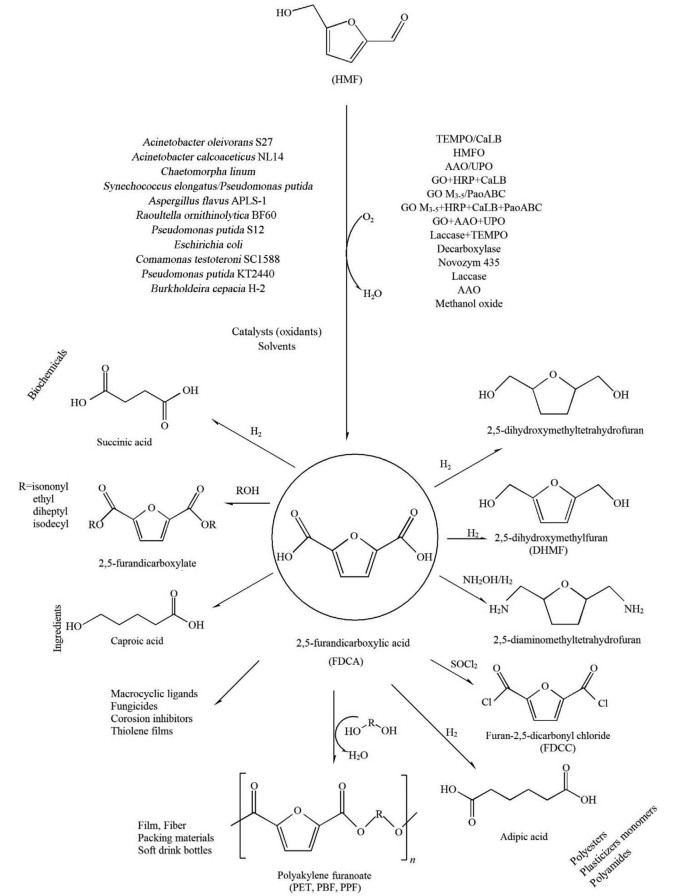
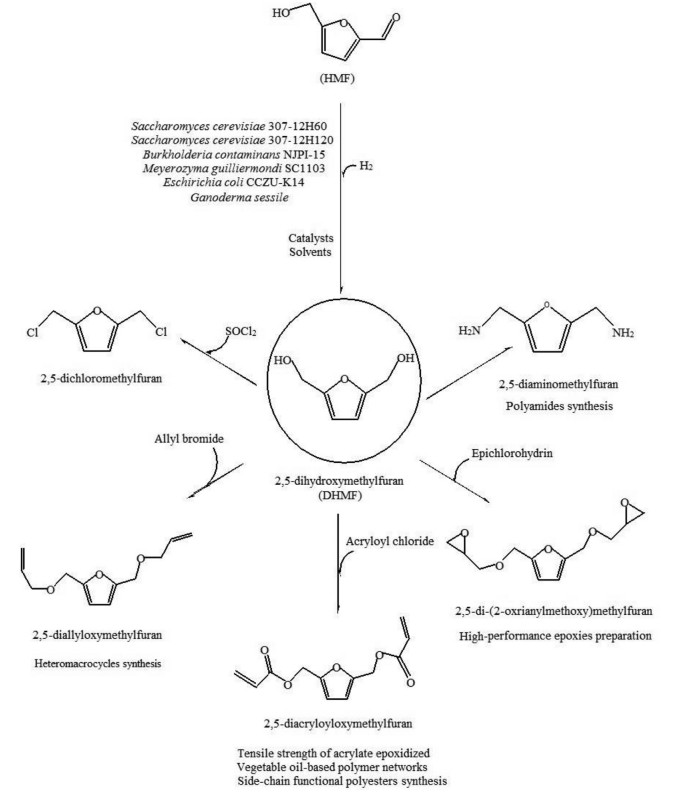
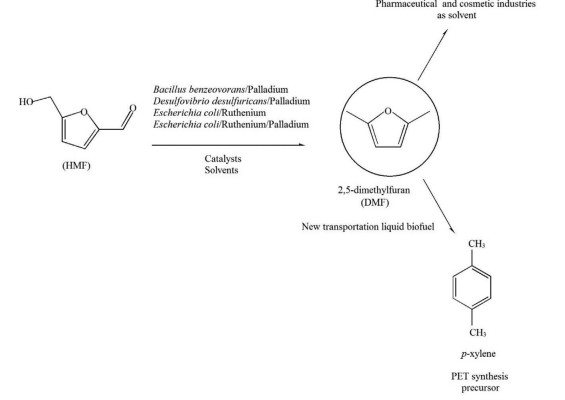
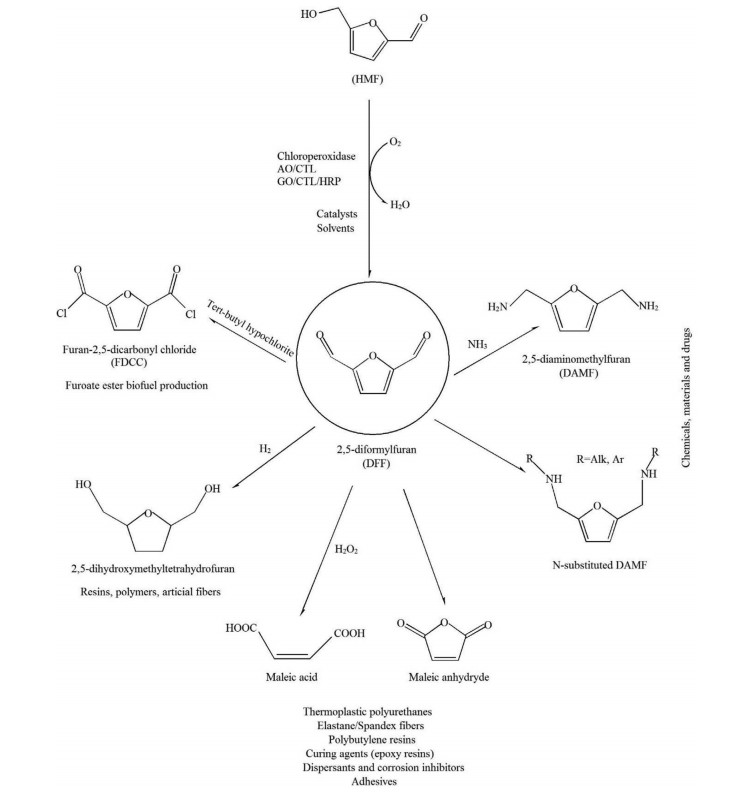
High fructose corn syrup has been industrially produced by converting glucose to fructose by glucose isomerases, tetrameric metalloenzymes widely used in industrial biocatalysis. Advances in enzyme engineering and commercial production of glucose isomerase have paved the way to explore more efficient variants of these enzymes. The 5-hydroxymethylfurfural can be produced from high fructose corn syrup catalytic dehydration, and it can be further converted into various furanic compounds chemically or biologically for various industrial applications as a promising platform chemical. Although the chemical conversion of 5-hydroxymethylfurfural into furanic compounds has been extensively investigated in recent years, bioconversion has shown promise for its mild conditions due to the harsh chemical reaction conditions. This review discusses protein engineering potential for improving glucose isomerase production and recent advancements in bioconversion of 5-hydroxymethylfurfural into value-added furanic derivatives. It suggests biological strategies for the industrial transformation of 5-hydroxymethylfurfural.


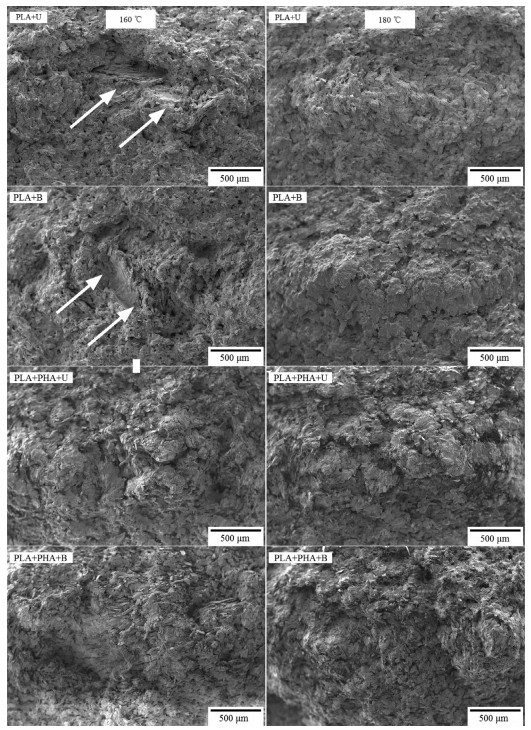
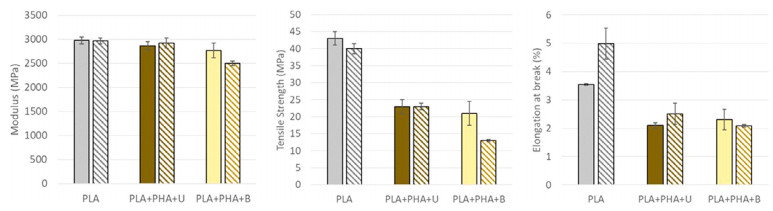
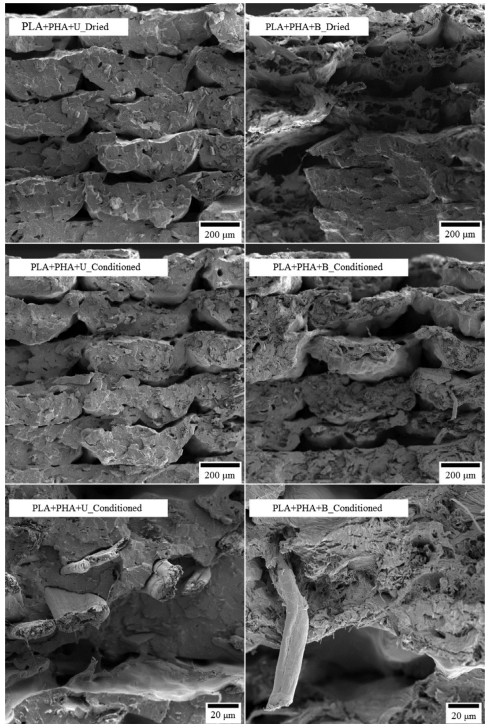
Three-dimensional (3D) printing is a useful technique that allows the creation of objects with complex structures by deposition of successive layers of material. These materials are often from fossil origin. However, efforts are being made to produce environmentally friendly materials for 3D printing. The addition of lignocellulosic fibres to a polymer matrix is one of the alternatives to replace, for instance, glass fibres in composites as reinforcing materials. The fields of biocomposites and 3D printing open innovative application areas for pulp fibres from the pulp and paper industry. In this work, biocomposites of poly(lactic acid) (PLA), poly(hydroxyalkanoate) (PHA) and kraft pulp fibres were prepared in order to find a suitable formulation for filaments for 3D printing. The effect of two different types of kraft fibres (bleached (B) and unbleached (U)) and of PHA on the mechanical and thermal properties of the biocomposites was assessed. The addition of 30% kraft fibres to PLA resulted in an increase of the tensile modulus from 3074 to ~4800 MPa. In the case of biocomposites containing PHA (50% PLA/20% PHA/30% kraft) the increase in modulus was more moderate (PLA+PHA+U: 3838 MPa, and PLA+PHA+B: 3312 MPa). The tensile strength of PLA (66 MPa) increased to 77 MPa in PLA+kraft biocomposites, while a reduction in strength was observed for PLA+PHA+U (43 MPa) and PLA+PHA+B (32 MPa). Filaments prepared with PLA, PHA and bleached and unbleached pulp fibres showed similar printability of complex geometries, demonstrating that unbleached pulp fibres could also be utilized in the preparation of biocomposites with good mechanical performance and 3D printing properties.



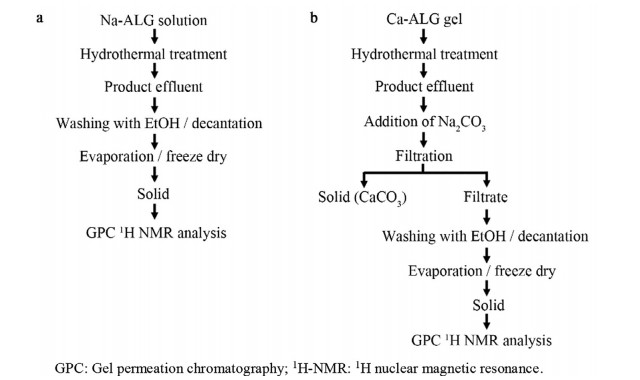
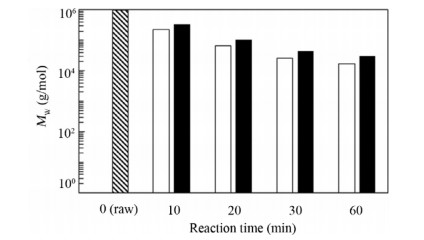
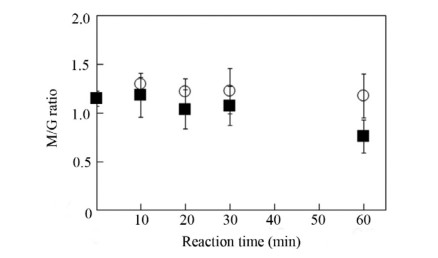
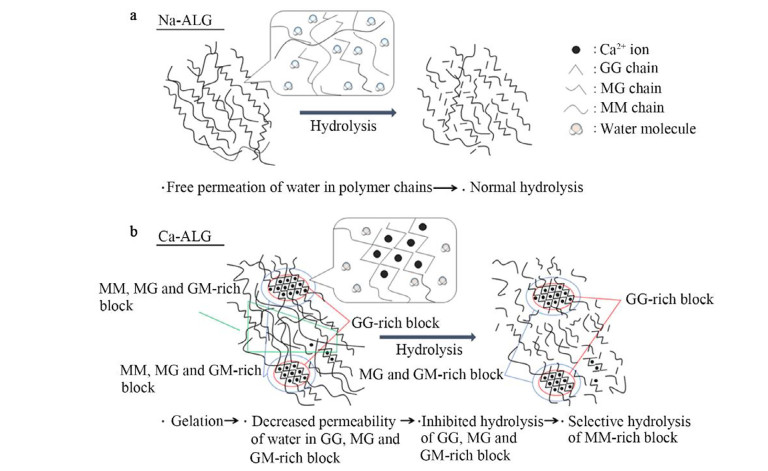
Mechanisms of selective hydrolysis of alginates under hydrothermal conditions were investigated by comparing reactivities of sodium alginate (Na-ALG, 960 ku) solutions and calcium alginate (Ca-ALG) gels as substrates. Under hydrothermal conditions (150 ℃), hydrolysis of Na-ALG gave product molecular weights of 223, 66, 26 and 17 ku while those of Ca-ALG gave product molecular weights of 340, 102, 45 and 31 ku for reaction times of 10, 20, 30 and 60 min, respectively. The ratios of mannuronic acid (M) to guluronic acid (G) varied only slightly (from 1.3 to 1.2) for Na-ALG over the range of reaction times at 150 ℃, while ratios (M/G) for Ca-ALG exhibited a remarkable decrease (from 1.1 to 0.8). Diad sequence of alginate products obtained for Na-ALG were 17%, 23%, 27% and 31% (GG); 30%, 32%, 36% and 38% (MM); and 53%, 46%, 37% and 32% (GM+MG); while for Ca-ALG they were 18%, 22%, 24% and 33% (GG); 26%, 23%, 26% and 18% (MM); and 56%, 54%, 50% and 48% (GM+MG). Reaction mechanisms are proposed for hydrolysis of alginate solutions and alginate gels under hydrothermal conditions; de-polymerization of alginates into monomers and monomeric sequences can be controlled not only by hydrothermal conditions, but also by varying the physical state (solution, gel) of the starting materials.

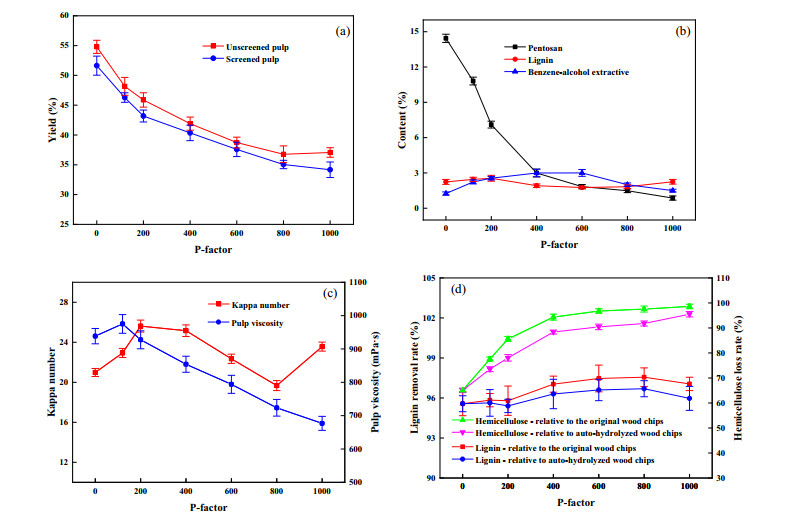
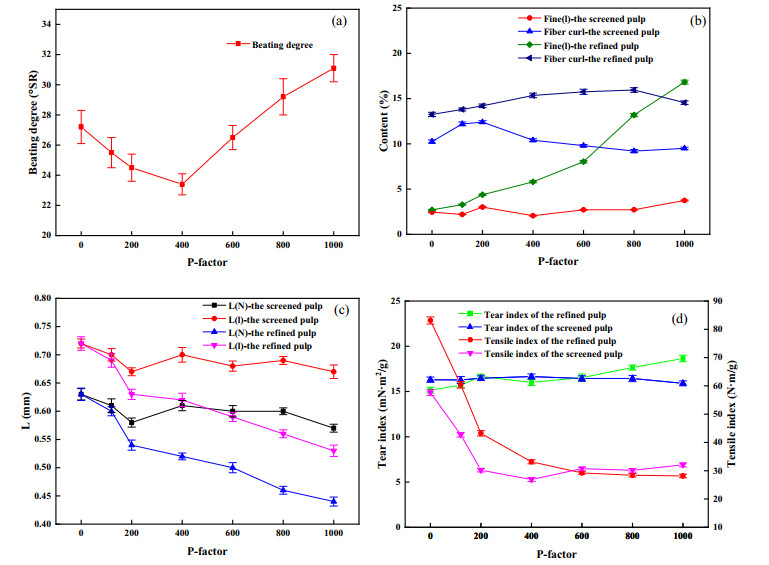
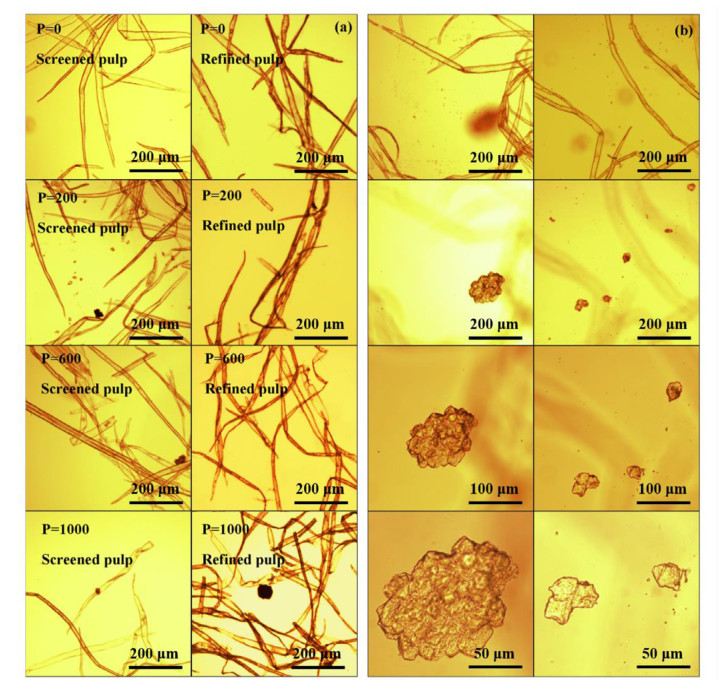
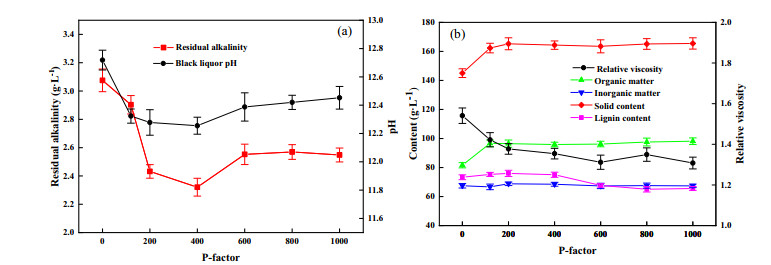
The objective of this work is to systematically evaluate the performance of the hydrolysis-based kraft pulping process and associated pulp and black liquor characteristics. Acacia wood chips were auto-hydrolyzed under various severities, then the hydrolyzed wood chips were kraft pulping. The results indicated that the yield of pulp significantly dropped with intensifying the auto-hydrolysis severity. Meanwhile, the removal rate of pentosan reached 98.6% in the screened pulp at the P-factor of 1 000. The fiber length, fines and fiber crimp of the screened pulp were not affected by the auto-hydrolysis treatment. Auto-hydrolyzed pulps deteriorated fibrillation and beating response of the pulp in a refining process. However, fiber length and fines changed obviously after beating treatment. After auto-hydrolysis, the tensile index of the paper matrices decreased, some particle substances were found on the surface of the pulp fiber, and the solid and organic content of the black liquor were improved.
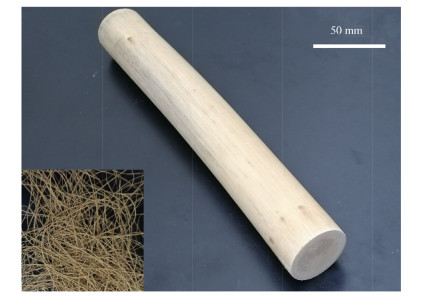
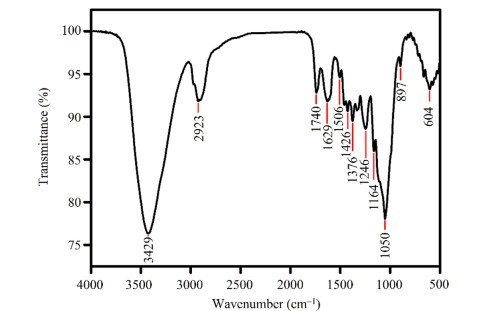
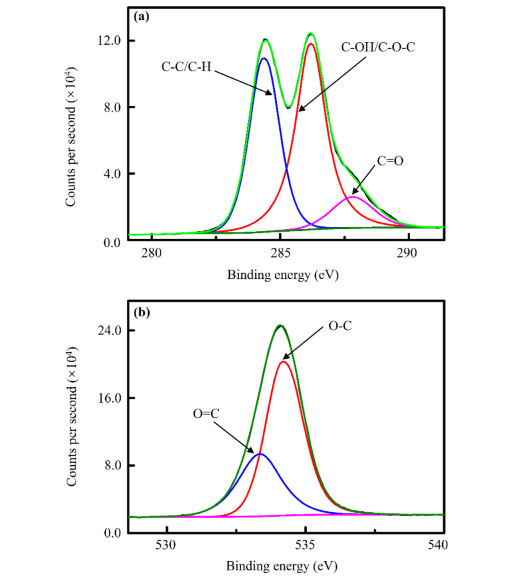
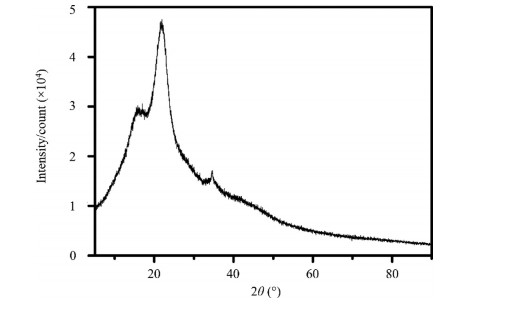
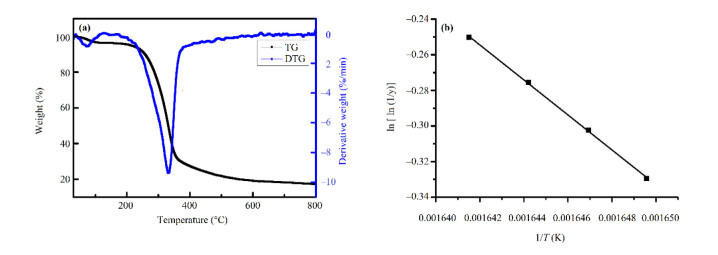
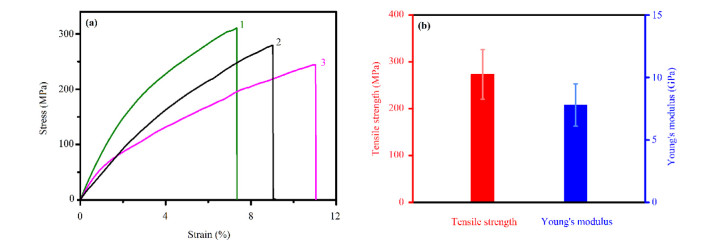
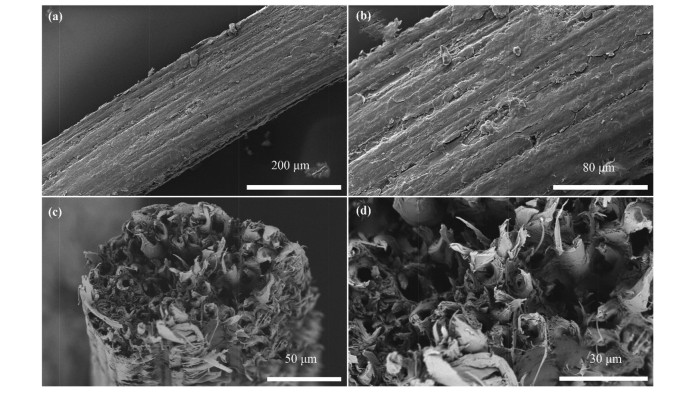
Researches on novel natural fibers in polymer-based composites will help promote the invention of novel reinforcement and expand their possible applications. Herein, in this study, novel cellulosic fibers were extracted from the stem of manau rattan (Calamus manan) by mechanical separation. The chemical, thermal, mechanical and morphological properties of manau rattan fibers were comprehensively analyzed and studied by Fourier transform infrared spectroscopy (FT-IR), X-ray photoelectron spectroscopy (XPS), X-ray diffraction (XRD) analysis, thermogravimetric analysis (TGA), single fiber tensile test and scanning electron microscopy (SEM). Component analysis results showed that the cellulose, hemicellulose and lignin contents of C. manan fibers were 42wt%, 20wt%, and 27wt%, respectively. The surface of the rattan fiber was hydrophilic according to the oxygen/carbon ratio of 0.49. The C. manan has a crystalline index of 48.28%, inducing a maximum degradation temperature of 332.8 ℃. This reveals that it can be used as a reinforcement for thermoplastic composites whose operating temperature is below 300 ℃. The average tensile strength can reach (273.28 ± 52.88) MPa, which is beneficial to improve the mechanical properties of rattan fiber reinforced composites. The SEM images displayed the rough surface of the fiber, which helped to enhance the interfacial adhesion between the fibers and matrices in composites. These results indicate the great potential of C. manan fibers as the reinforcement in polymer-based composites.
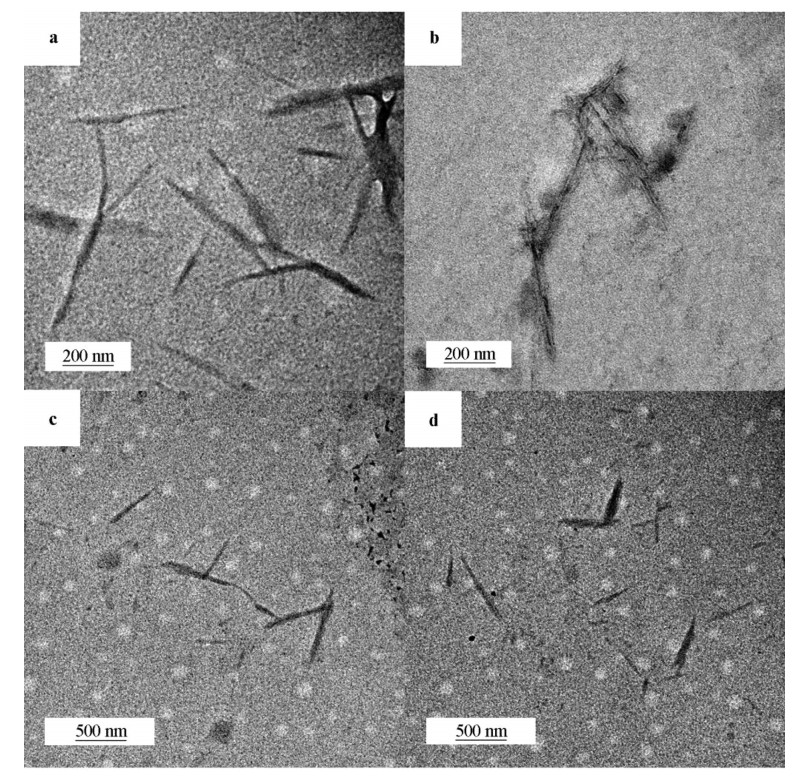
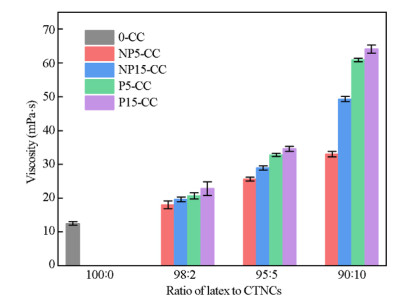
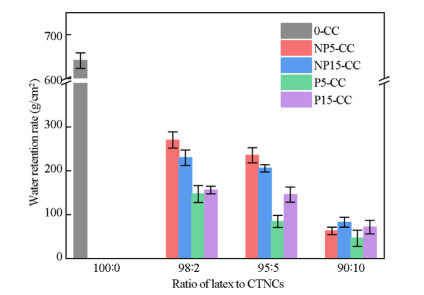
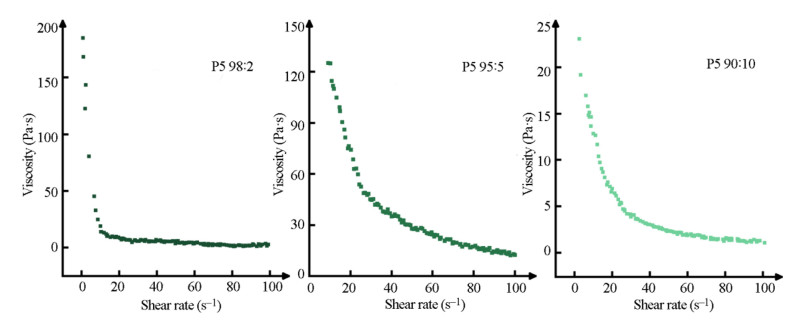
This study assessed the applicability of chitin nanocrystals prepared by 2, 2, 6, 6-Tetramethyl-1-Piperidine-1-oxyl radical (TEMPO)-mediated oxidation in traditional papermaking coating color systems. The α-chitin nanocrystals (CTNCs) with different carboxyl content, size, and morphology were prepared from crab shells by alkali pretreatment and TEMPO-mediated oxidation in the water at pH 10, and then the ratio of CTNCs to latex was applied to traditional coating color system to replace part of latex. The results showed that when the amount of NaClO added as co-oxidant in the oxidation was 15.0 mmol/g of chitin, the carboxyl content of alkali-pretreated CTNCs was up to 0.76 mmol/g. The amount of carboxyl groups presented a linear relation with the degree of individualization of nanocrystals and dispersion. When the ratio of latex to CTNCs was 90꞉10, the water retention value of the coating was 92% lower than that of the pure latex system, and the rheological property was better. The relationship between the addition amount of CTNCs and the surface strength and the coverage of coating layers were also studied, and results showed that when the ratio of latex to CTNCs was 95꞉5, the surface strength was the highest of 1.45 m/s, and the coverage of coating layers rate reached the highest of 78%.



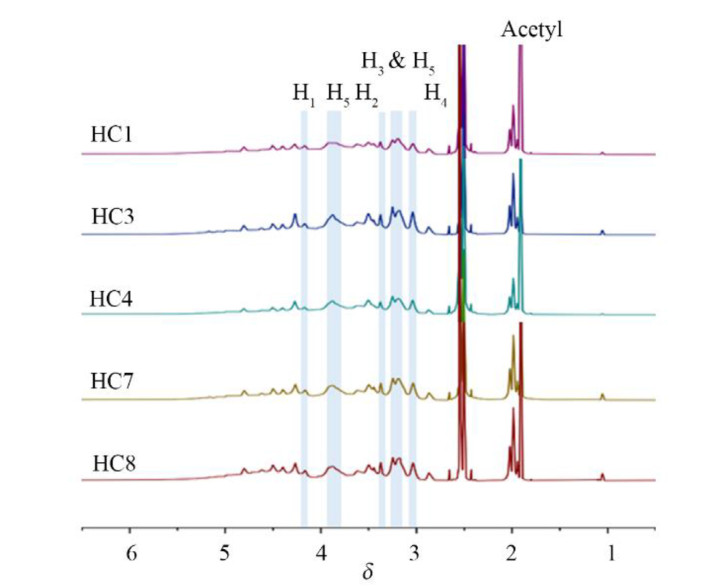
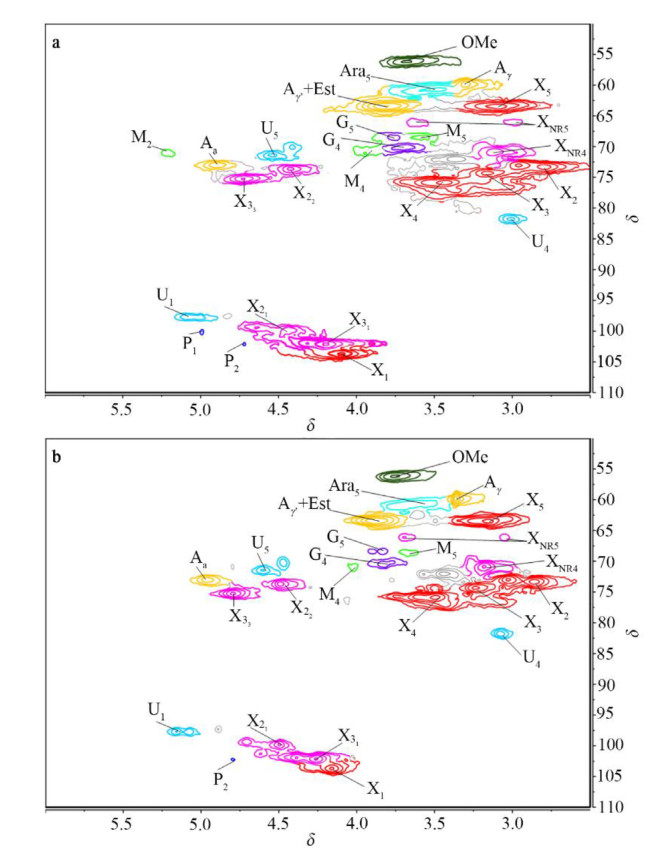
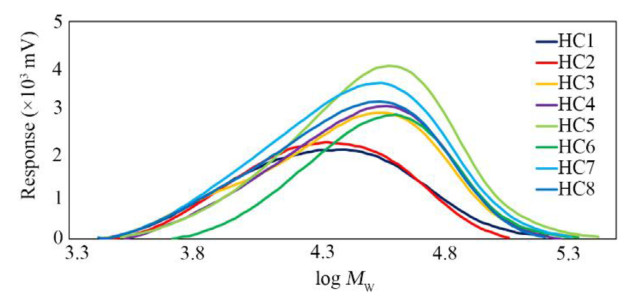
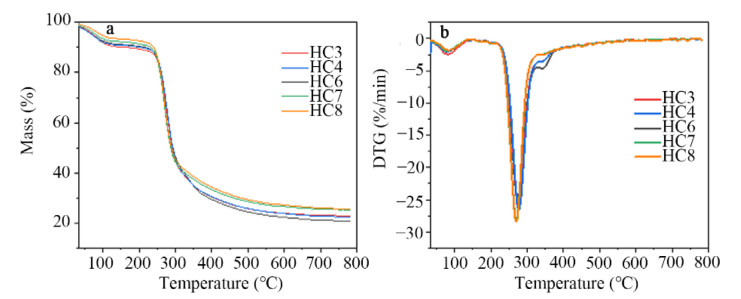
Dimethylsulfoxide (DMSO) extraction is commonly used to study the chemical structures of original xylan in the plant cell wall, since the DMSO can preserve the original structure of the xylan as much as possible during the extracting process. In addition, the DMSO-extracted xylans have unique properties allowing their potential applications in emulsifying or filming materials. However, the yield of DMSO-extracted xylan is always low and the effects of different DMSO extraction conditions on the chemical compositions of xylan have not been fully studied, which greatly hinders its researches and applications. In this study, we have found that extensive delignification before DMSO extraction results in destruction of lignin-carbohydrate complex (LCC), leading to xylan yield and xylose unit content increased by up to 220% and 20%, respectively. Tert-butanol washing of the holocellulose can further increase the DMSO extracted xylan yield by ∼10%. The yield of xylan extracted by the DMSO at 80 ℃ for 7 h was obviously higher than that at room temperature for 3 d by 30%–40%. Thermal analysis showed that the xylans extracted at different conditions had thermal stability without obvious differences. The results indicate that the DMSO-extracted xylan with a high yield, a high purity and a high degree of acetylation can be extracted at a high delignification level, a high reaction temperature and a short reaction time. This study is of great significance for studying xylan structure-property relationships and promoting the applications of DMSO-extracted xylan.