2024, Vol. 9, No. 3
column
Display Method:
2024, 9(3): 246-252.
doi: 10.1016/j.jobab.2024.05.001
Abstract:
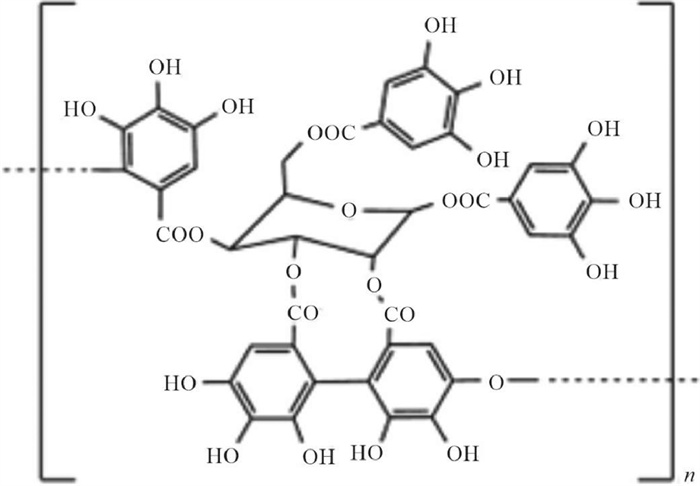
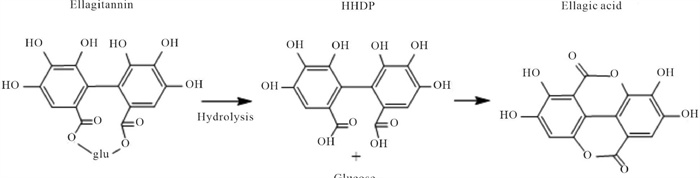
Chestnut tannin, extracted from the bark or wood of chestnut trees, possesses unique properties that make it valuable in various industries. It serves as a natural source of tannins, which are widely used in the production of leather, textiles, and wood preservation. As research continues to explore its potential applications, chestnut tannin remains a promising resource with diverse industrial uses. Highlighting new use, research and bioeconomy aspects, this study provides a unified perspective on chestnut tannin. New advanced applications will likely emerge shortly.
Chestnut tannin, extracted from the bark or wood of chestnut trees, possesses unique properties that make it valuable in various industries. It serves as a natural source of tannins, which are widely used in the production of leather, textiles, and wood preservation. As research continues to explore its potential applications, chestnut tannin remains a promising resource with diverse industrial uses. Highlighting new use, research and bioeconomy aspects, this study provides a unified perspective on chestnut tannin. New advanced applications will likely emerge shortly.
2024, 9(3): 253-282.
doi: 10.1016/j.jobab.2023.12.002
Abstract:
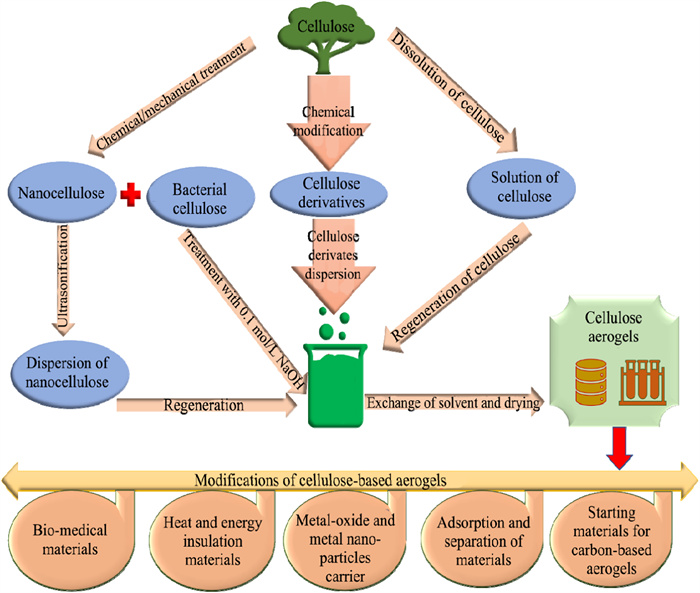
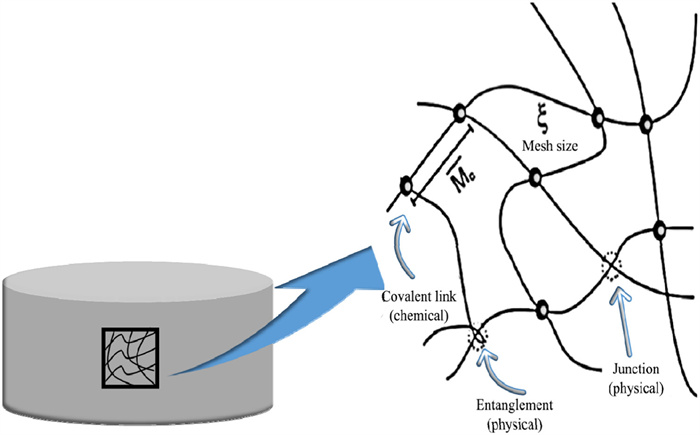
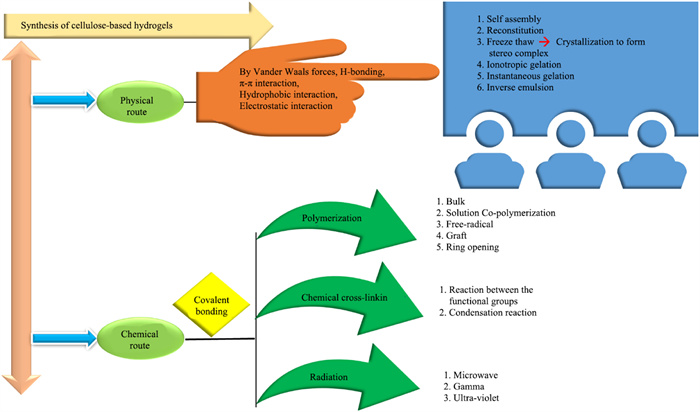
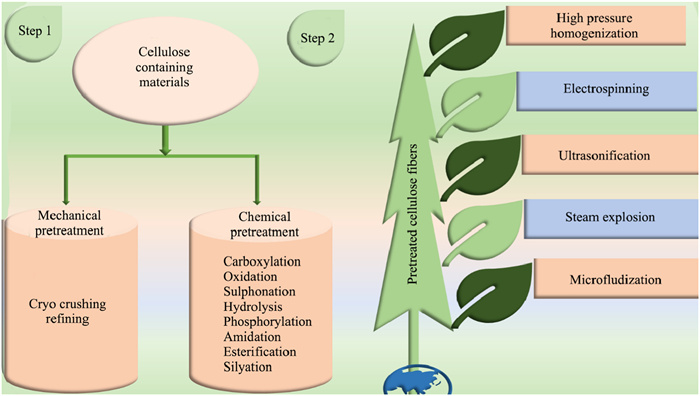
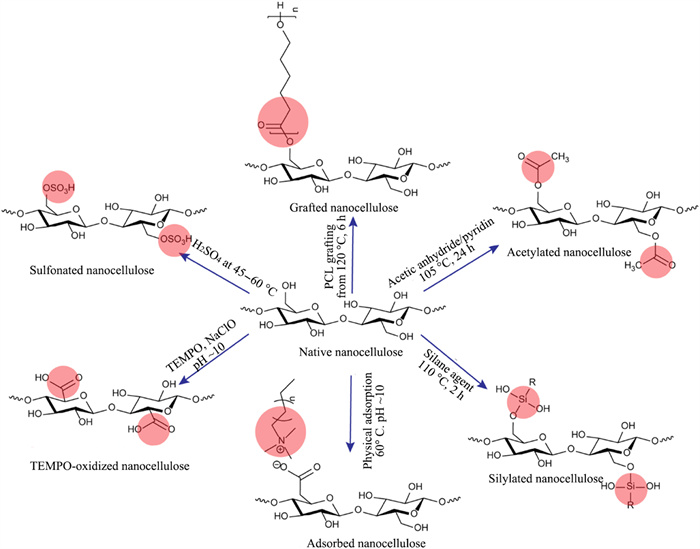
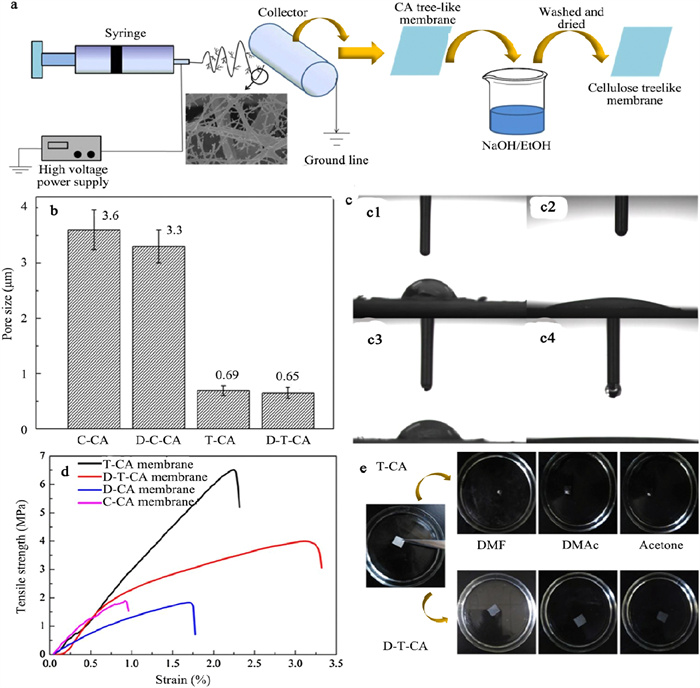
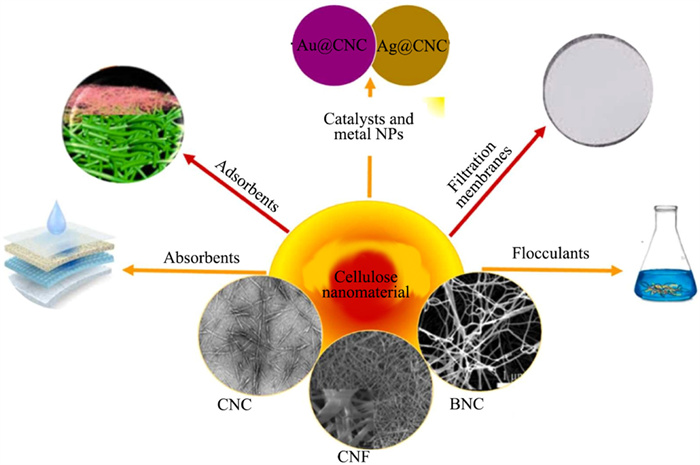
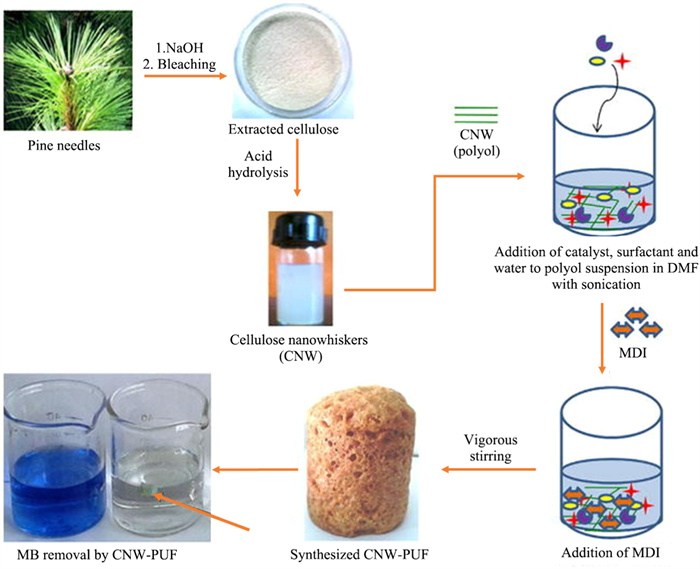
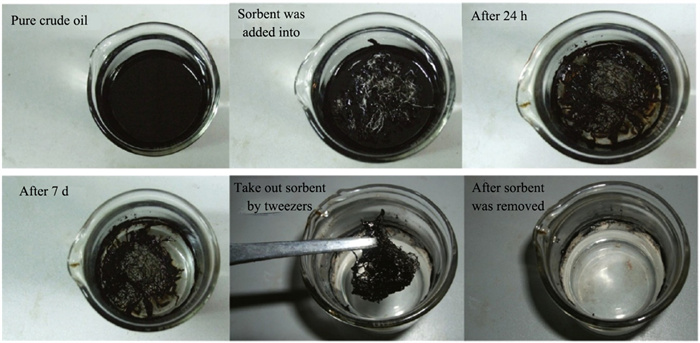
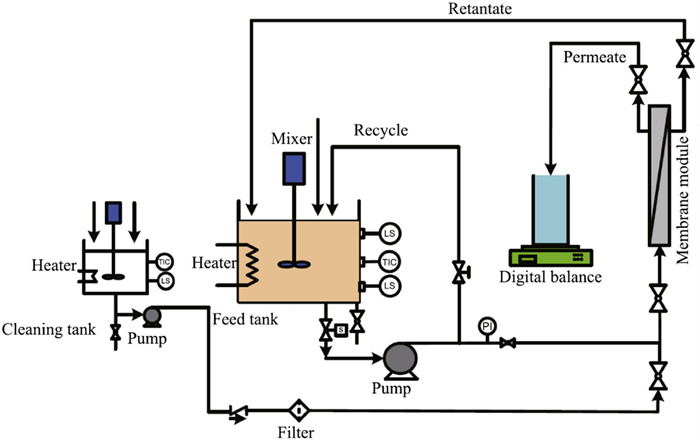
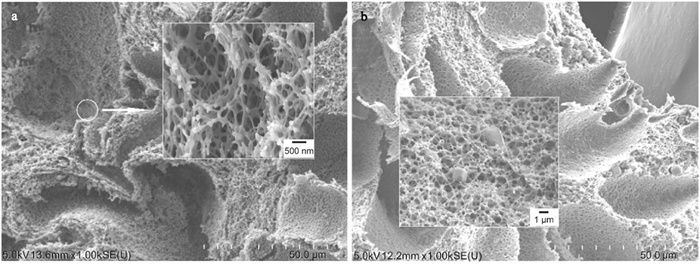
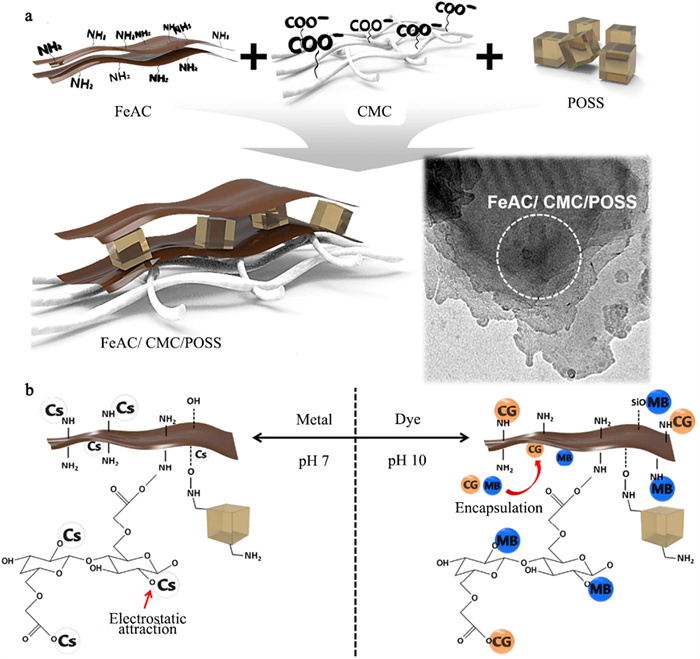
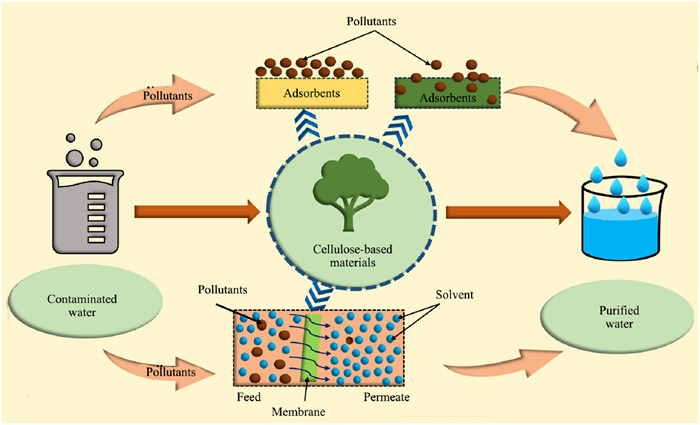
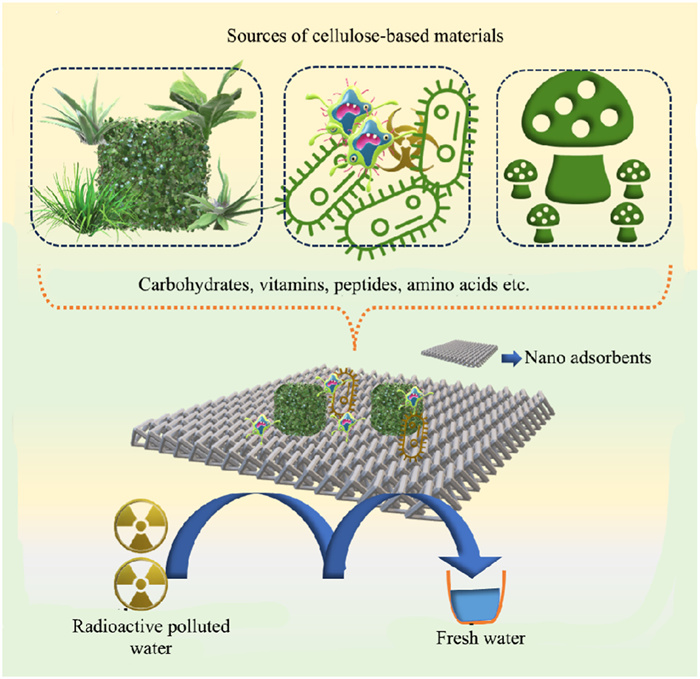
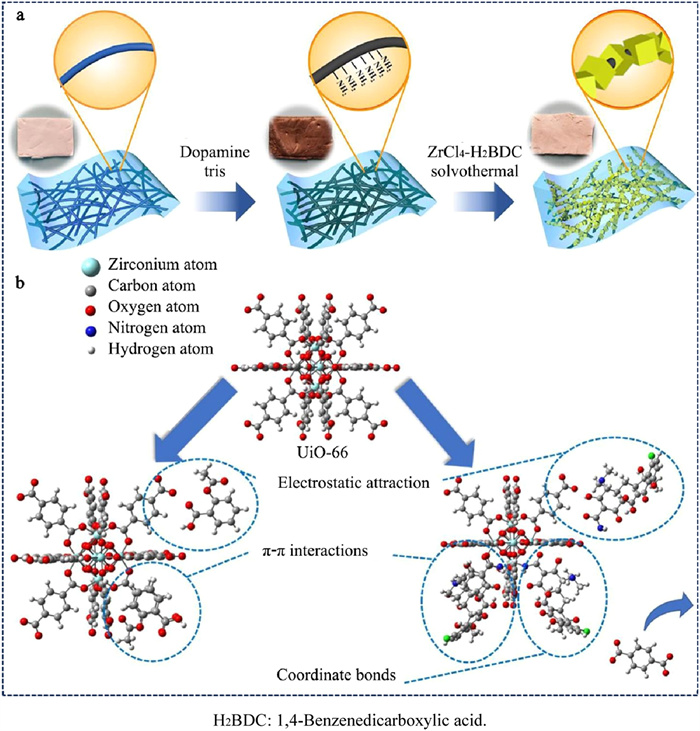
As the population increases and manufacturing grows, greenhouse gas and other harmful emissions increase. Contaminated with chemicals such as dyes, pesticides, pharmaceuticals, oil, heavy metals or radionuclides, wastewater purification has become an urgent issue. Various technologies exist that can remove these contaminants from wastewater sources, but they often demand high energy and/or high cost, and in some cases produce contaminant laden sludge that requires safe disposal. The need for methods which are less capital intensive, less operationally costly and more environmentally friendly is suggested. Cellulose-based materials have emerged as promising candidates for wastewater treatment due to their renewability, low cost, biodegradability, hydrophilicity, and antimicrobial property. In this review article, we focussed on developing sustainable and biodegradable cellulose-based materials for wastewater treatment. This article deals with cellulose-based materials' scope and their conversion into valuable products like hydrogel, aerogel, cellulose composites, and nanocellulose. The cellulose-based materials have no harmful environmental impact and are plentiful. The modified cellulose-based materials applying as membrane, adsorbent, sorbent, and beads to purify the wastewater were discussed. Finally, the challenges and future prospects of cellulose-based materials for wastewater treatment were considered, emphasizing their potential to be sustainable and eco-friendly alternatives to traditional materials used in wastewater treatment.
As the population increases and manufacturing grows, greenhouse gas and other harmful emissions increase. Contaminated with chemicals such as dyes, pesticides, pharmaceuticals, oil, heavy metals or radionuclides, wastewater purification has become an urgent issue. Various technologies exist that can remove these contaminants from wastewater sources, but they often demand high energy and/or high cost, and in some cases produce contaminant laden sludge that requires safe disposal. The need for methods which are less capital intensive, less operationally costly and more environmentally friendly is suggested. Cellulose-based materials have emerged as promising candidates for wastewater treatment due to their renewability, low cost, biodegradability, hydrophilicity, and antimicrobial property. In this review article, we focussed on developing sustainable and biodegradable cellulose-based materials for wastewater treatment. This article deals with cellulose-based materials' scope and their conversion into valuable products like hydrogel, aerogel, cellulose composites, and nanocellulose. The cellulose-based materials have no harmful environmental impact and are plentiful. The modified cellulose-based materials applying as membrane, adsorbent, sorbent, and beads to purify the wastewater were discussed. Finally, the challenges and future prospects of cellulose-based materials for wastewater treatment were considered, emphasizing their potential to be sustainable and eco-friendly alternatives to traditional materials used in wastewater treatment.
2024, 9(3): 283-309.
doi: 10.1016/j.jobab.2024.02.002
Abstract:
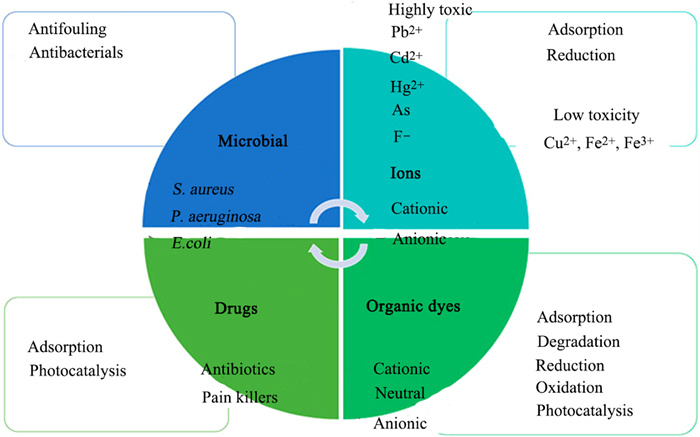
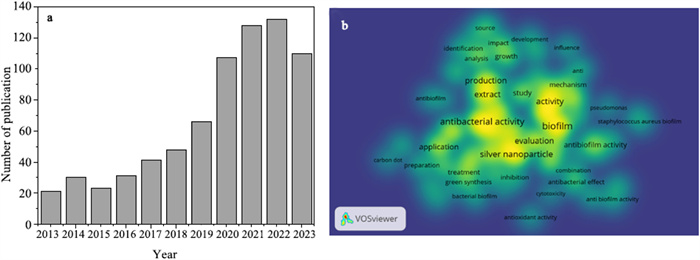
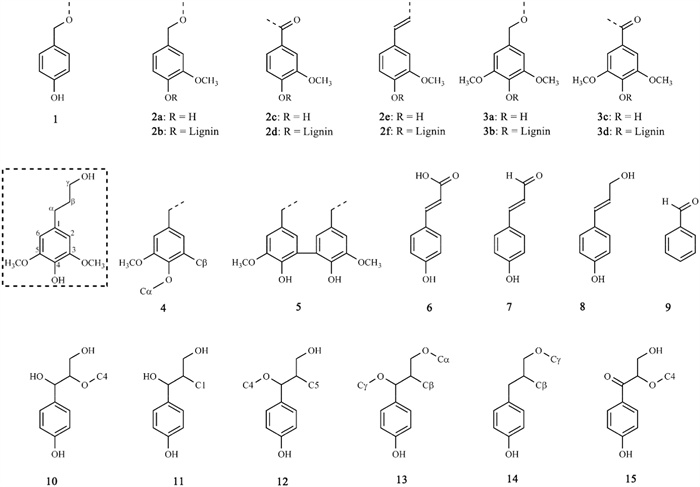
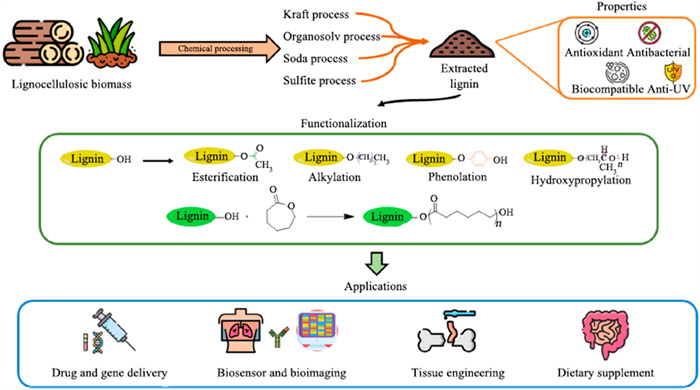
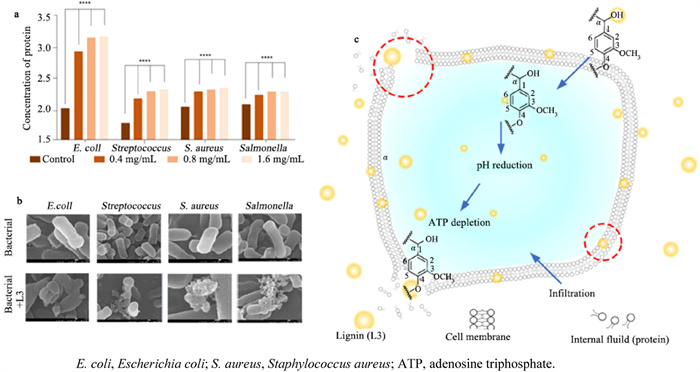
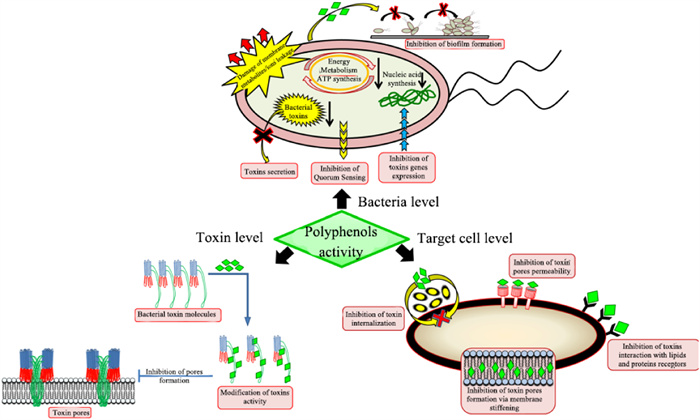
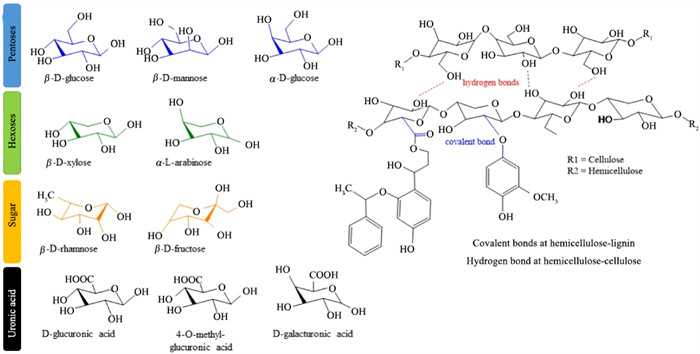
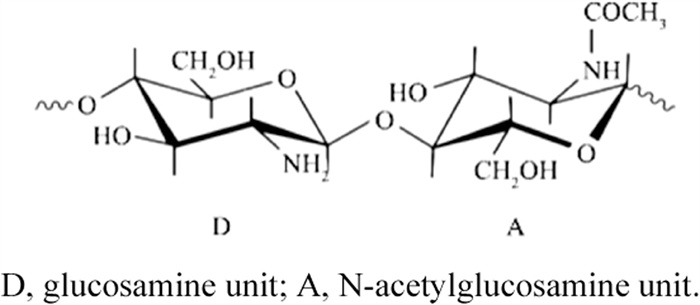
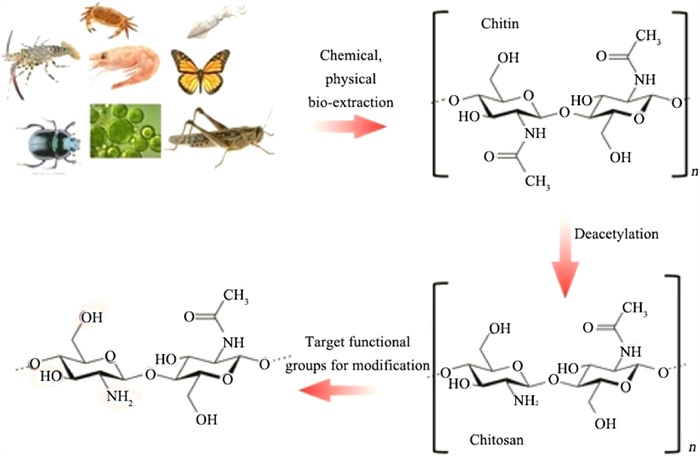
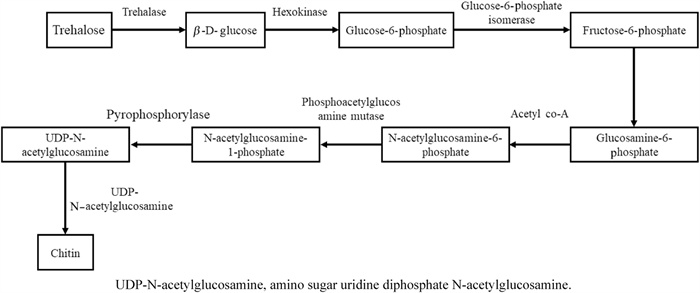
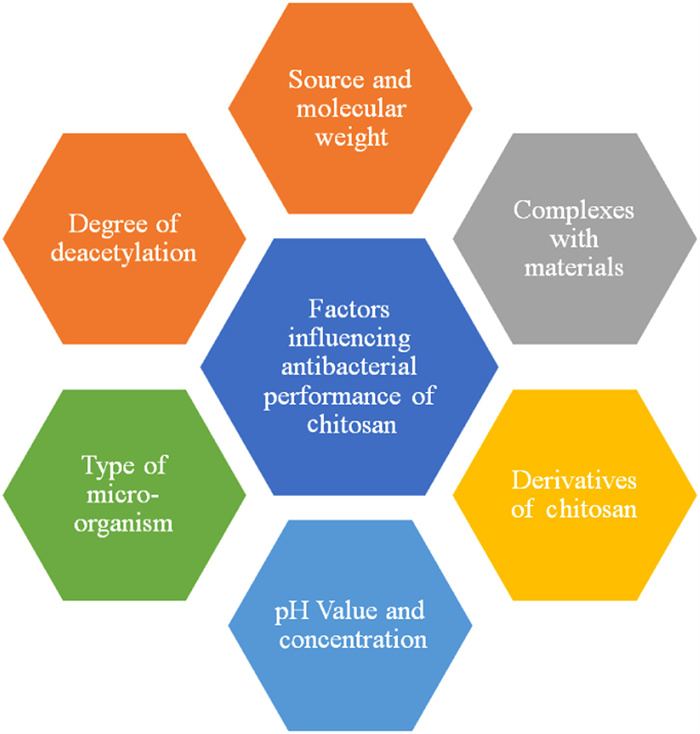
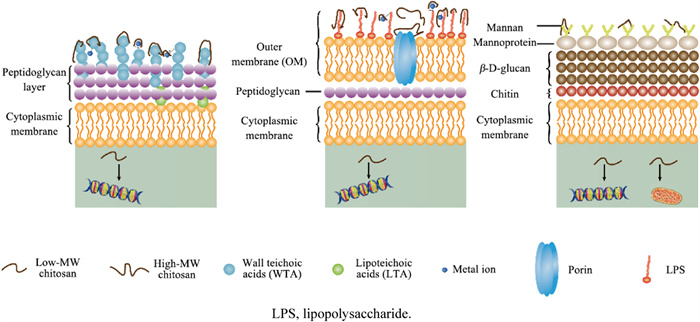
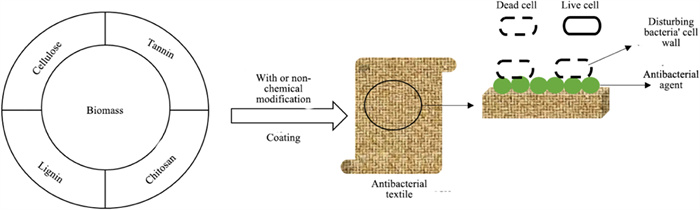
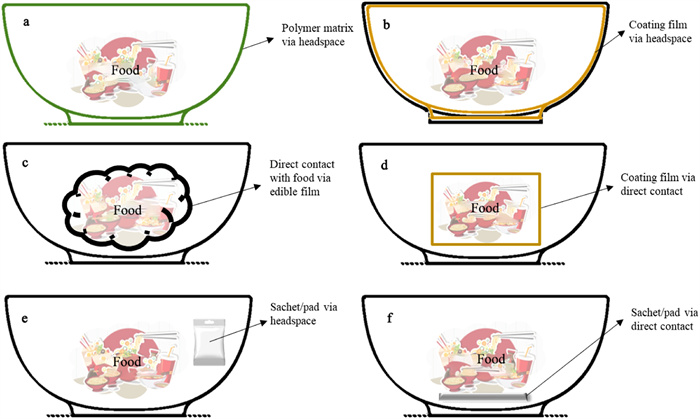
Enhancing awareness of personal cleanliness and antibacterial resistance has intensified the antibacterial substance request on consumable products. Antibacterial agents that have been commercialized nowadays are produced from inorganic and non-renewable substances. This provides several drawbacks, particularly against health and environmental issues. Therefore, many scientists work on substituting fossil-fuel-based antibacterial agents with natural ones such as from biomass. Biomass derivatives, natural abundances of biopolymers in the world, amount to major compounds including polysaccharides (cellulose, hemicellulose, and chitosan) and polyphenol (tannin and lignin) substances which are capable to combat the growth of Gram-positive bacteria and Gram-negative bacteria. To date, no report focuses on a deep understanding of antibacterial properties derived from biomass and the internal and external factors effects. This work provides that gap because comprehensive knowledge is necessary before applying biomass to the products. The potency of biomass derivatives as antibacterial additives is also summarized. Basic knowledge of antibacterial characteristics to the application in products is highlighted in this review. Besides, the discussion about challenges and future perspectives is also delivered.
Enhancing awareness of personal cleanliness and antibacterial resistance has intensified the antibacterial substance request on consumable products. Antibacterial agents that have been commercialized nowadays are produced from inorganic and non-renewable substances. This provides several drawbacks, particularly against health and environmental issues. Therefore, many scientists work on substituting fossil-fuel-based antibacterial agents with natural ones such as from biomass. Biomass derivatives, natural abundances of biopolymers in the world, amount to major compounds including polysaccharides (cellulose, hemicellulose, and chitosan) and polyphenol (tannin and lignin) substances which are capable to combat the growth of Gram-positive bacteria and Gram-negative bacteria. To date, no report focuses on a deep understanding of antibacterial properties derived from biomass and the internal and external factors effects. This work provides that gap because comprehensive knowledge is necessary before applying biomass to the products. The potency of biomass derivatives as antibacterial additives is also summarized. Basic knowledge of antibacterial characteristics to the application in products is highlighted in this review. Besides, the discussion about challenges and future perspectives is also delivered.

2024, 9(3): 310-321.
doi: 10.1016/j.jobab.2024.01.002
Abstract:
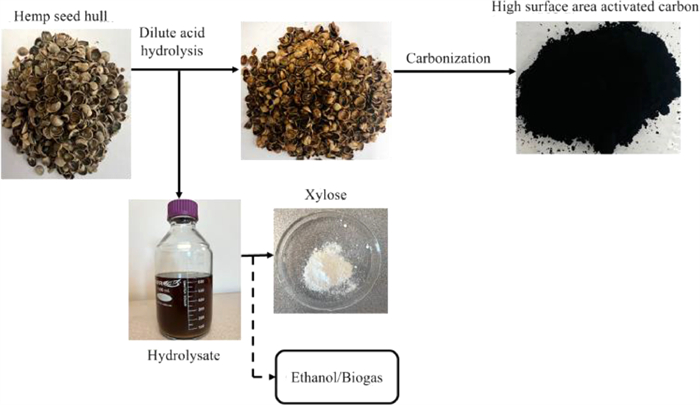
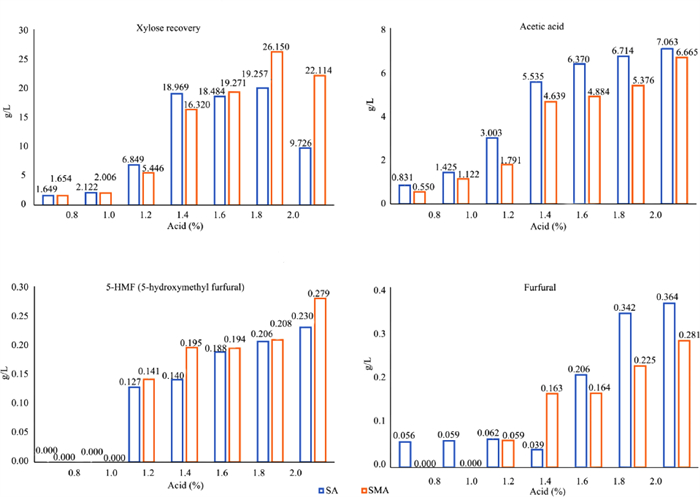
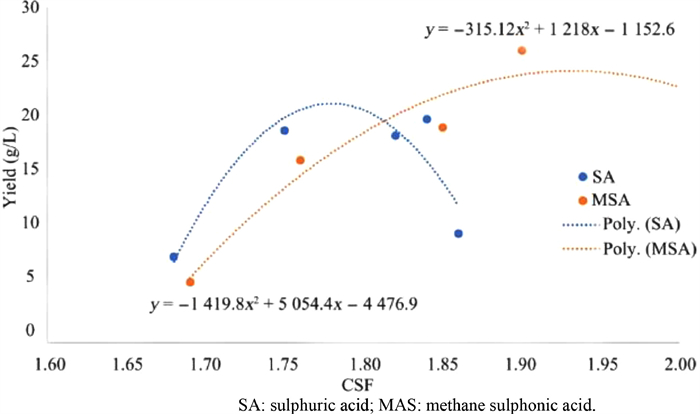
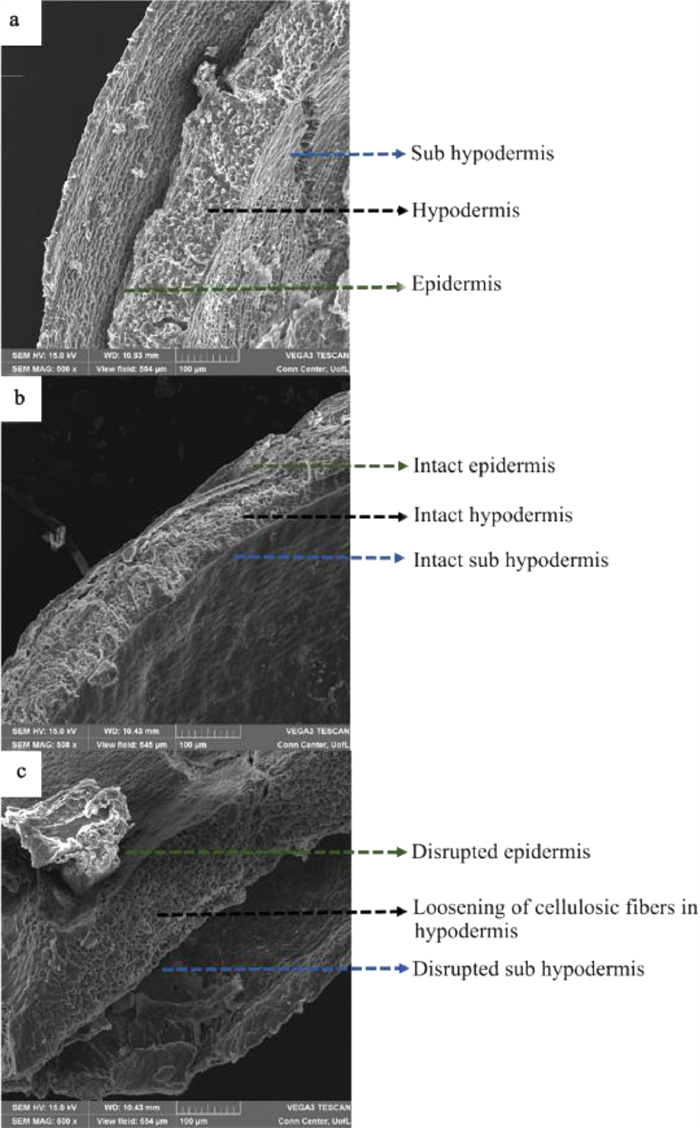
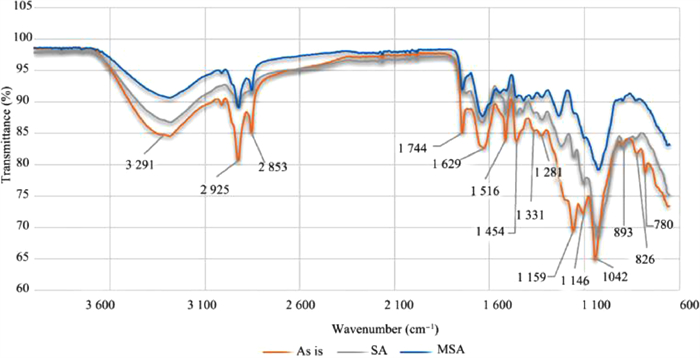
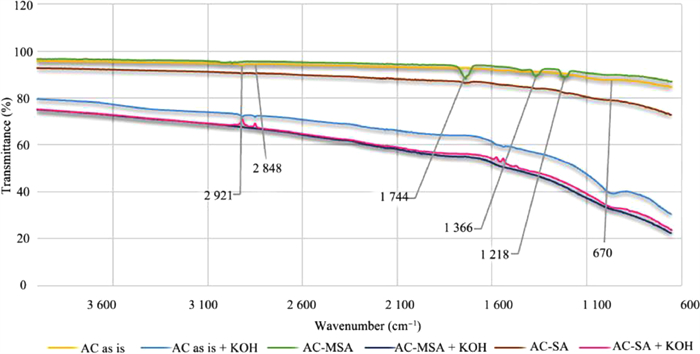
Large quantities of hemp hulls can be completely utilized for creation of value-added products (cost effective biofuels and biochemicals) through a biorefinery approach. A sustainable approach in making xylose, a low calorie sweetener and high surface area activated carbons (AC) for super capacitors, attracts interest. The AC when leveraged as a co-product from biorefinery process makes it more cost effective and, in this paper, we discuss the production of xylose and AC from hemp seed hull with methane sulphonic acid (MSA) hydrolysis. Xylose recovery with MSA hydrolysis was 25.15 g/L when compared to the traditional sulphuric acid (SA) hydrolysis of 19.96 g/L at the same acid loading of 1.8 %. The scanning electron microscope (SEM) images and Fourier transform infrared (FT-IR) spectra indicate partial delignification along with hemicellulose hydrolysis responsible for high xylose recovery. Post hydrolysis fibers were KOH activated and carbonized to make AC. The MSA hydrolyzed and KOH activated fiber produced pure, fluffier and finer particle AC with a drastic increase in surface area 1 452 m2/g when compared to SA hydrolyzed of 977 m2/g. These results indicate the potential of MSA in dilute acid hydrolysis of biomass for xylose recovery and production of high surface area activated carbon. From a production standpoint this can lead to increased use of sustainable low-cost agricultural biomass for making high surface area AC as components in supercapacitors.
Large quantities of hemp hulls can be completely utilized for creation of value-added products (cost effective biofuels and biochemicals) through a biorefinery approach. A sustainable approach in making xylose, a low calorie sweetener and high surface area activated carbons (AC) for super capacitors, attracts interest. The AC when leveraged as a co-product from biorefinery process makes it more cost effective and, in this paper, we discuss the production of xylose and AC from hemp seed hull with methane sulphonic acid (MSA) hydrolysis. Xylose recovery with MSA hydrolysis was 25.15 g/L when compared to the traditional sulphuric acid (SA) hydrolysis of 19.96 g/L at the same acid loading of 1.8 %. The scanning electron microscope (SEM) images and Fourier transform infrared (FT-IR) spectra indicate partial delignification along with hemicellulose hydrolysis responsible for high xylose recovery. Post hydrolysis fibers were KOH activated and carbonized to make AC. The MSA hydrolyzed and KOH activated fiber produced pure, fluffier and finer particle AC with a drastic increase in surface area 1 452 m2/g when compared to SA hydrolyzed of 977 m2/g. These results indicate the potential of MSA in dilute acid hydrolysis of biomass for xylose recovery and production of high surface area activated carbon. From a production standpoint this can lead to increased use of sustainable low-cost agricultural biomass for making high surface area AC as components in supercapacitors.
2024, 9(3): 322-335.
doi: 10.1016/j.jobab.2024.04.002
Abstract:
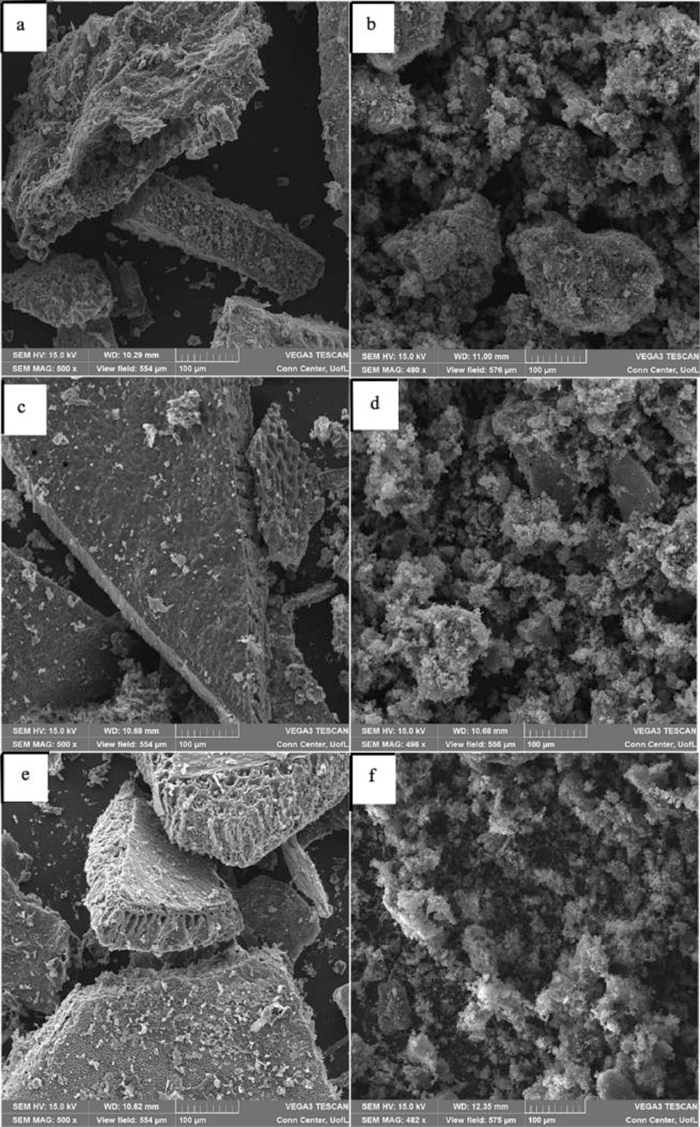
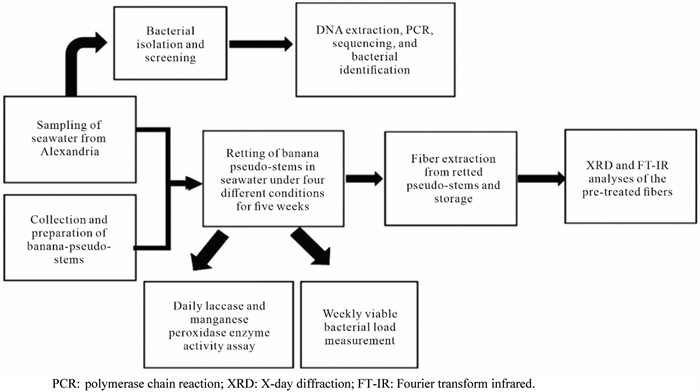
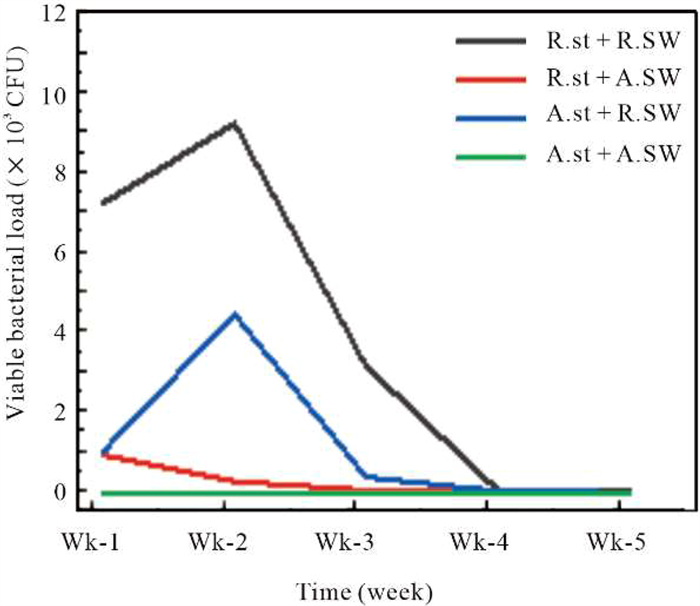
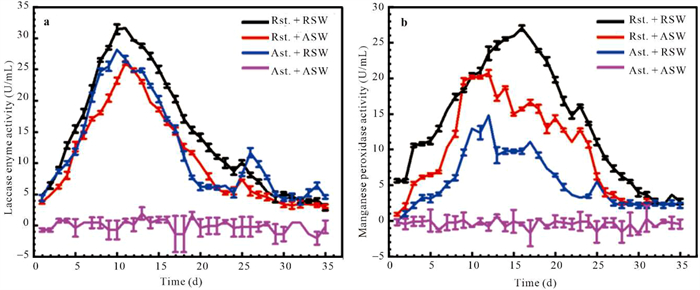
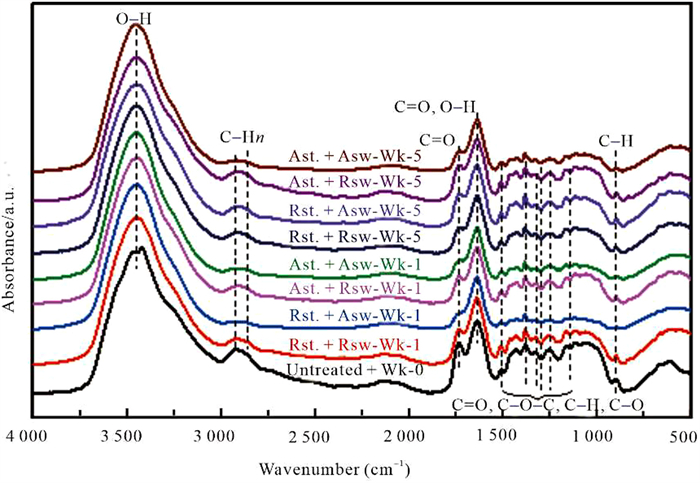
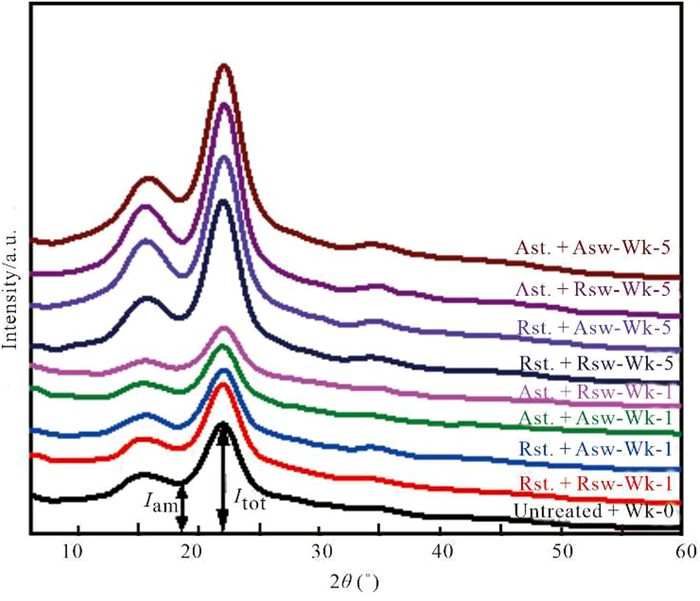
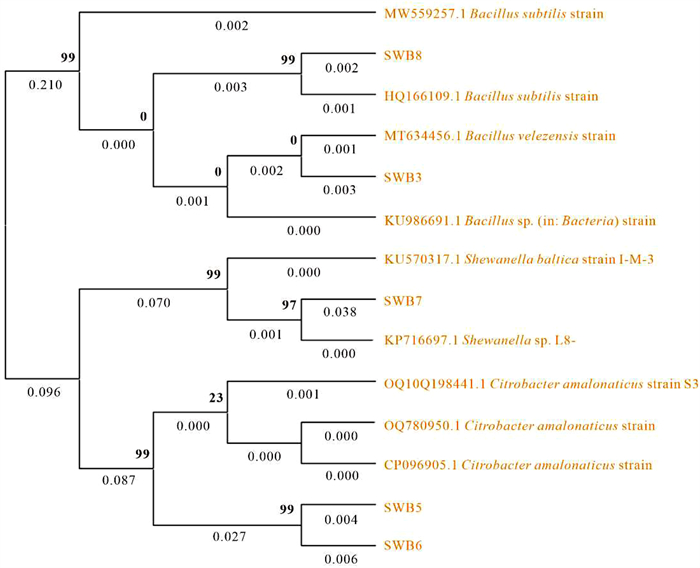
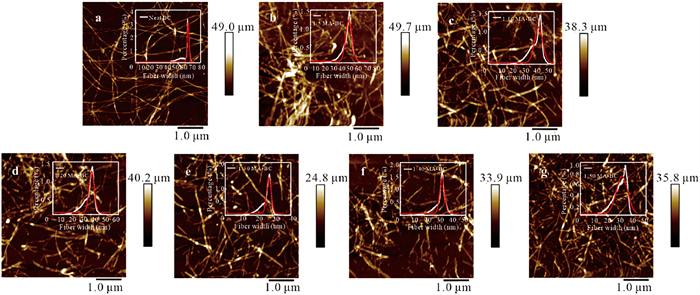
Retting has been employed to extract natural fibers from agricultural wastes as a biological and cost-effective approach for centuries. With its global abundance, banana pseudo-stem is a promising agro-waste for lignocellulosic fiber extraction. In this study, fibers were extracted from the pseudo-stems after being pre-treated under four conditions using seawater at room temperature for up to 35 d Bacterial isolation from the fresh seawater sample and screening for ligninolytic ability were conducted. Bacterial load as well as laccase and manganese peroxidase enzyme activity profile assay during the retting duration were analyzed. Fourier transform infrared (FT-IR) and X-day diffraction (XRD) analyses were also examined for both pre-treated and untreated extracted fibers. The results shows that six out of the eight bacterial isolates had the ability to degrade lignin. The treatments (Raw stem + Raw seawater) and (Autoclaved stem + Raw seawater) recorded the highest viable bacterial load of 9.24 × 102 and 4.46 × 102 CFU, respectively, on the 14th day of the retting process. Additionally, the highest laccase and manganese peroxidase enzymes activity was recorded for (Raw stem + Raw seawater) and (Autoclaved stem + Raw seawater) treatments in the second to the third week. The FT-IR spectra of the pre-treated fibers revealed relative reductions in peaks attributed to polysaccharides and other amorphous substances for all retting conditions. The XRD diffractogram revealed that the crystallinity index (CI) of pre-treated fibers increased in all seawater retting treatment conditions. However, the CI for fibers pre-treated under enzymatic conditions were enhanced even after five weeks. Sequence analysis for selected bacterial isolates showed homology to sequences of Bacillus velezensis, Shewanella sp. L8–5, and Citrobacter amalonaticus and Bacillus subtilis j8 strain. From these findings, it was suggested that physical, biological, and chemical actions were collectively involved in the seawater retting process of banana pseudo-stems.
Retting has been employed to extract natural fibers from agricultural wastes as a biological and cost-effective approach for centuries. With its global abundance, banana pseudo-stem is a promising agro-waste for lignocellulosic fiber extraction. In this study, fibers were extracted from the pseudo-stems after being pre-treated under four conditions using seawater at room temperature for up to 35 d Bacterial isolation from the fresh seawater sample and screening for ligninolytic ability were conducted. Bacterial load as well as laccase and manganese peroxidase enzyme activity profile assay during the retting duration were analyzed. Fourier transform infrared (FT-IR) and X-day diffraction (XRD) analyses were also examined for both pre-treated and untreated extracted fibers. The results shows that six out of the eight bacterial isolates had the ability to degrade lignin. The treatments (Raw stem + Raw seawater) and (Autoclaved stem + Raw seawater) recorded the highest viable bacterial load of 9.24 × 102 and 4.46 × 102 CFU, respectively, on the 14th day of the retting process. Additionally, the highest laccase and manganese peroxidase enzymes activity was recorded for (Raw stem + Raw seawater) and (Autoclaved stem + Raw seawater) treatments in the second to the third week. The FT-IR spectra of the pre-treated fibers revealed relative reductions in peaks attributed to polysaccharides and other amorphous substances for all retting conditions. The XRD diffractogram revealed that the crystallinity index (CI) of pre-treated fibers increased in all seawater retting treatment conditions. However, the CI for fibers pre-treated under enzymatic conditions were enhanced even after five weeks. Sequence analysis for selected bacterial isolates showed homology to sequences of Bacillus velezensis, Shewanella sp. L8–5, and Citrobacter amalonaticus and Bacillus subtilis j8 strain. From these findings, it was suggested that physical, biological, and chemical actions were collectively involved in the seawater retting process of banana pseudo-stems.
2024, 9(3): 336-350.
doi: 10.1016/j.jobab.2024.04.001
Abstract:
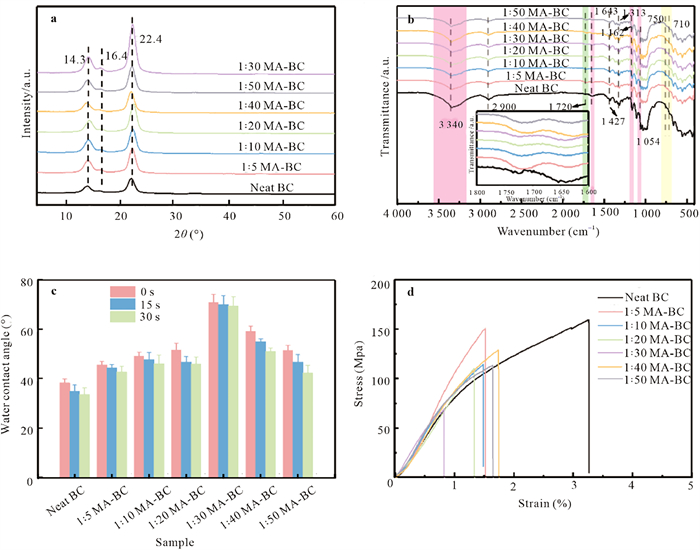
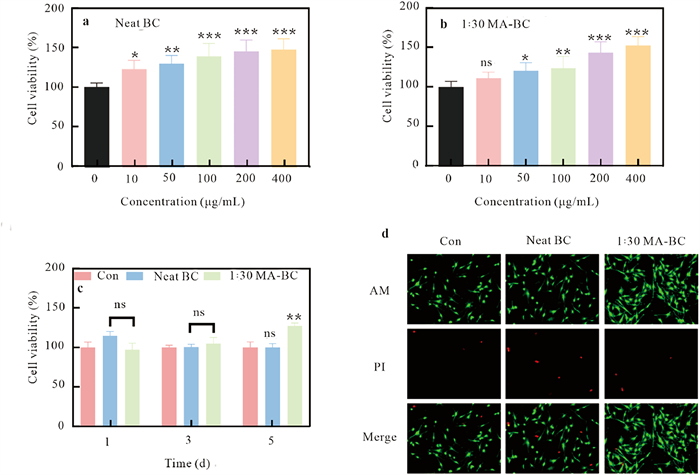
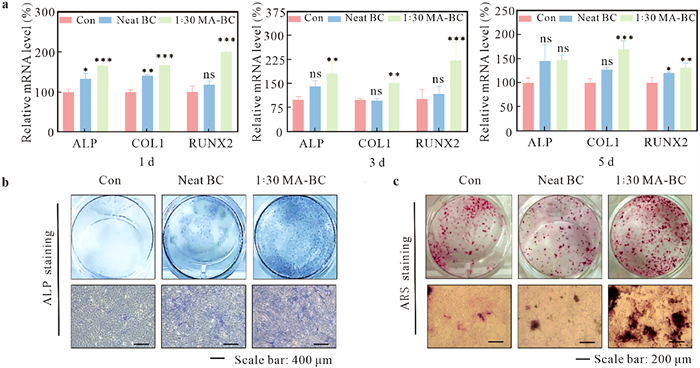
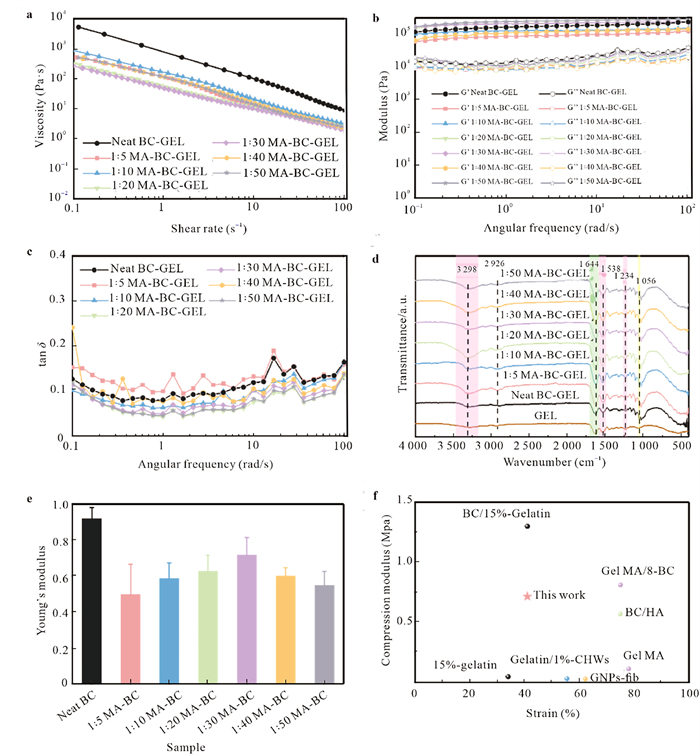
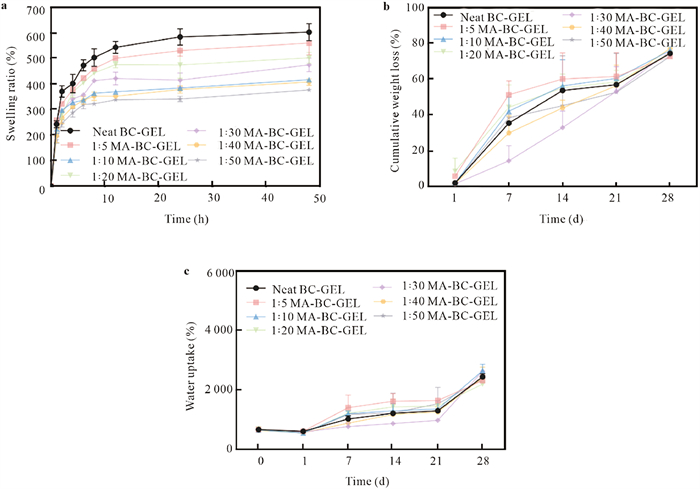
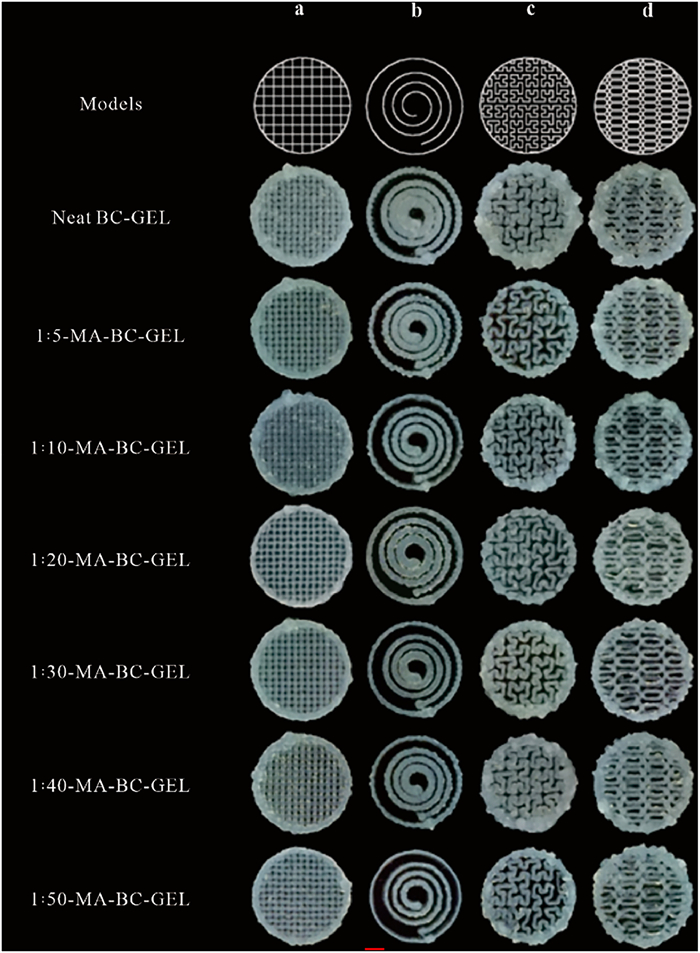
Bacterial cellulose (BC) is an exopolysaccharide with unique properties that has been applied in various fields. However, the dense and intertwined nature of BC fibers limits its use in certain applications, including 3D printing scaffolds for bone regeneration. In this work, a controllable BC-based bio-ink for 3D printing was successfully prepared by modifying the neat BC through maleic acid (MA) treatment, aiming to promote bone tissue regeneration. To achieve homogeneous BC dispersions while preserving its crystalline and chemical properties, BC was modified by MA solution (60 %, w/V) with solid-liquid ratio from 1꞉5 to 1꞉50 (w/V) to obtain MA-BC dispersions. The analysis results from microstructure, chemical group, crystallinity, and wettability indicated that the BC/MA solution with ratio of 1꞉30 demonstrated the best pre-treatment performance to obtain MA-BC. Subsequently, by combining MA-BC with gelatin, we successfully formulated MA-BC-GEL gels with favorable rheological properties and compression modulus, which can be used as promising bio-inks for 3D bioprinting applications. In vitro tests demonstrated 1꞉30 MA-BC possessed excellent biocompatibility, a significant ability to express the alkaline phosphatase gene and osteogenic-related genes, and facilitated the formation of mineralized nodules. The utilization of this novel bio-ink in scaffold preparation for bone regeneration highlights the promising application of modified BC in bone tissue engineering field.
Bacterial cellulose (BC) is an exopolysaccharide with unique properties that has been applied in various fields. However, the dense and intertwined nature of BC fibers limits its use in certain applications, including 3D printing scaffolds for bone regeneration. In this work, a controllable BC-based bio-ink for 3D printing was successfully prepared by modifying the neat BC through maleic acid (MA) treatment, aiming to promote bone tissue regeneration. To achieve homogeneous BC dispersions while preserving its crystalline and chemical properties, BC was modified by MA solution (60 %, w/V) with solid-liquid ratio from 1꞉5 to 1꞉50 (w/V) to obtain MA-BC dispersions. The analysis results from microstructure, chemical group, crystallinity, and wettability indicated that the BC/MA solution with ratio of 1꞉30 demonstrated the best pre-treatment performance to obtain MA-BC. Subsequently, by combining MA-BC with gelatin, we successfully formulated MA-BC-GEL gels with favorable rheological properties and compression modulus, which can be used as promising bio-inks for 3D bioprinting applications. In vitro tests demonstrated 1꞉30 MA-BC possessed excellent biocompatibility, a significant ability to express the alkaline phosphatase gene and osteogenic-related genes, and facilitated the formation of mineralized nodules. The utilization of this novel bio-ink in scaffold preparation for bone regeneration highlights the promising application of modified BC in bone tissue engineering field.
2024, 9(3): 351-368.
doi: 10.1016/j.jobab.2024.04.003
Abstract:
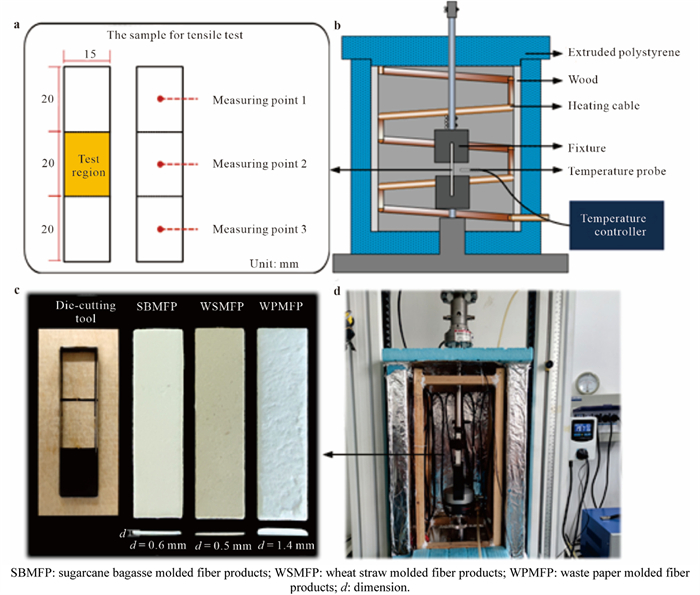
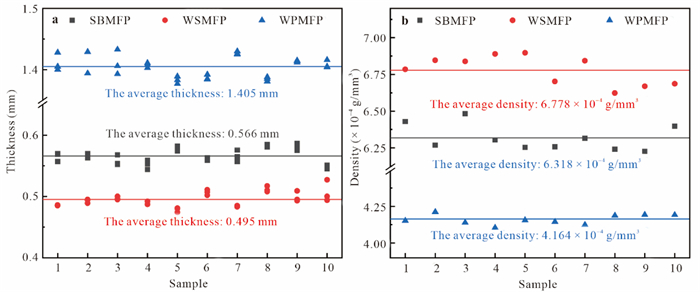
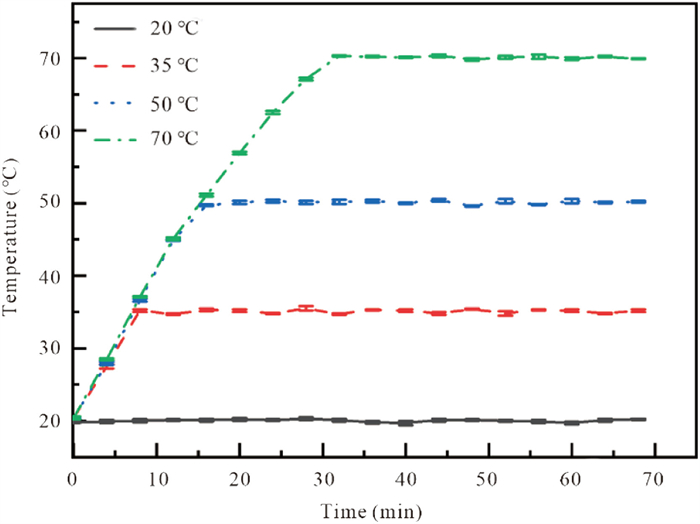
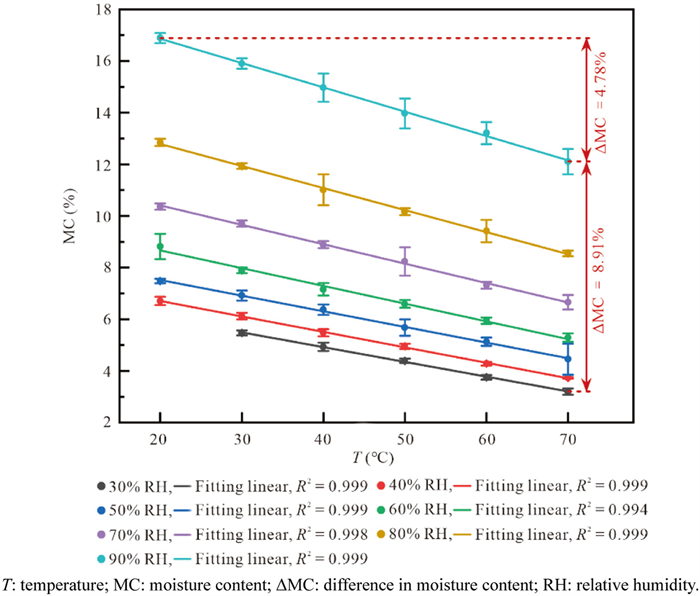
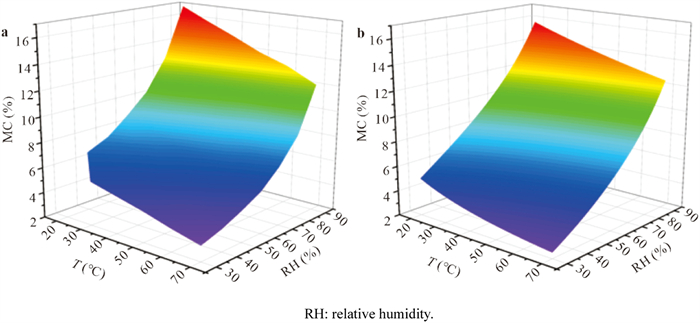
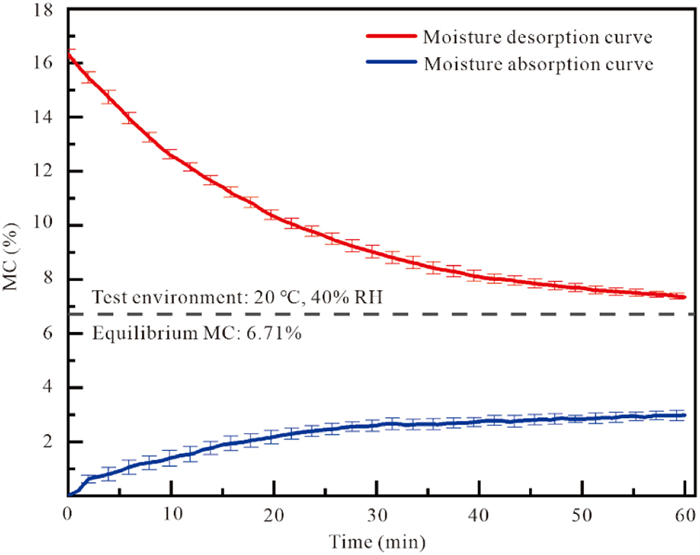
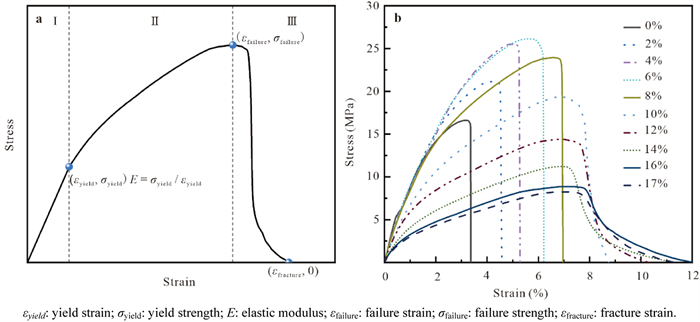
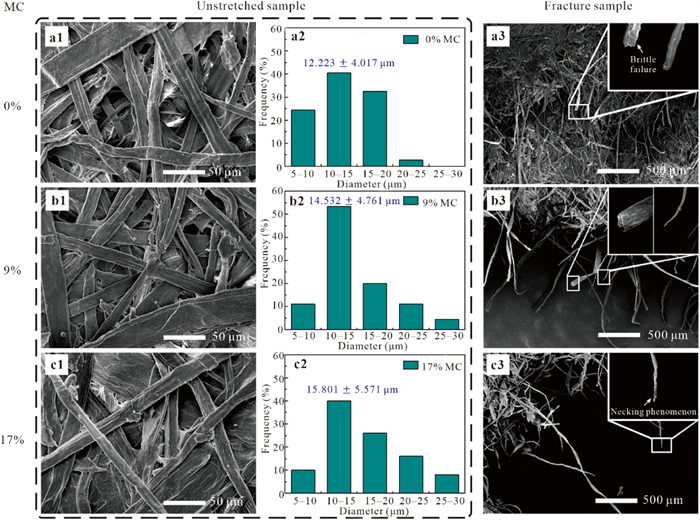
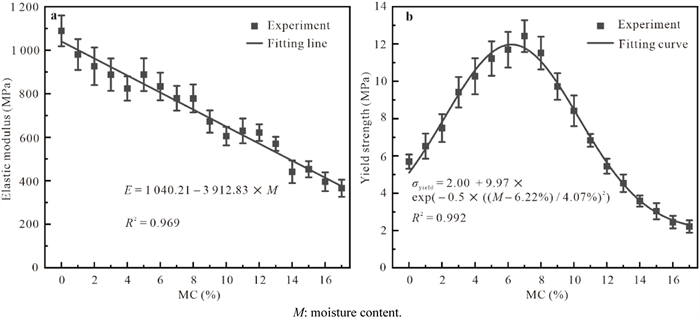
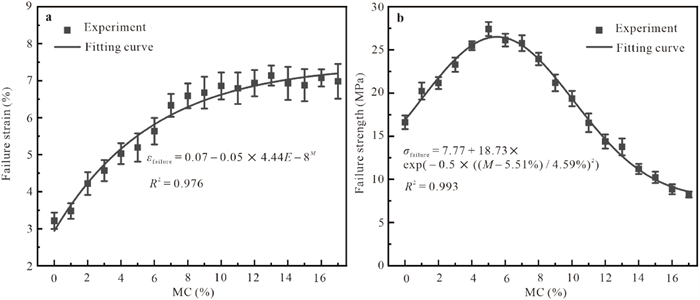
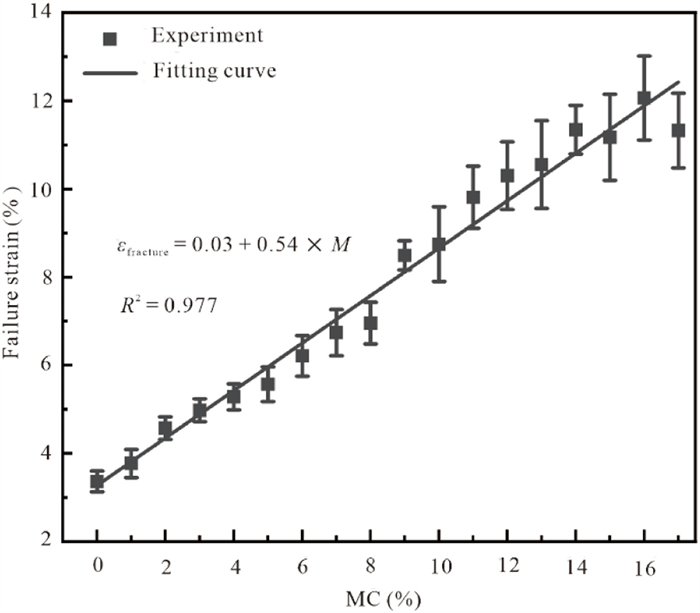
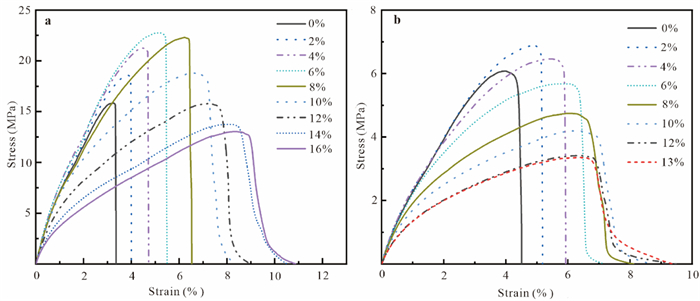
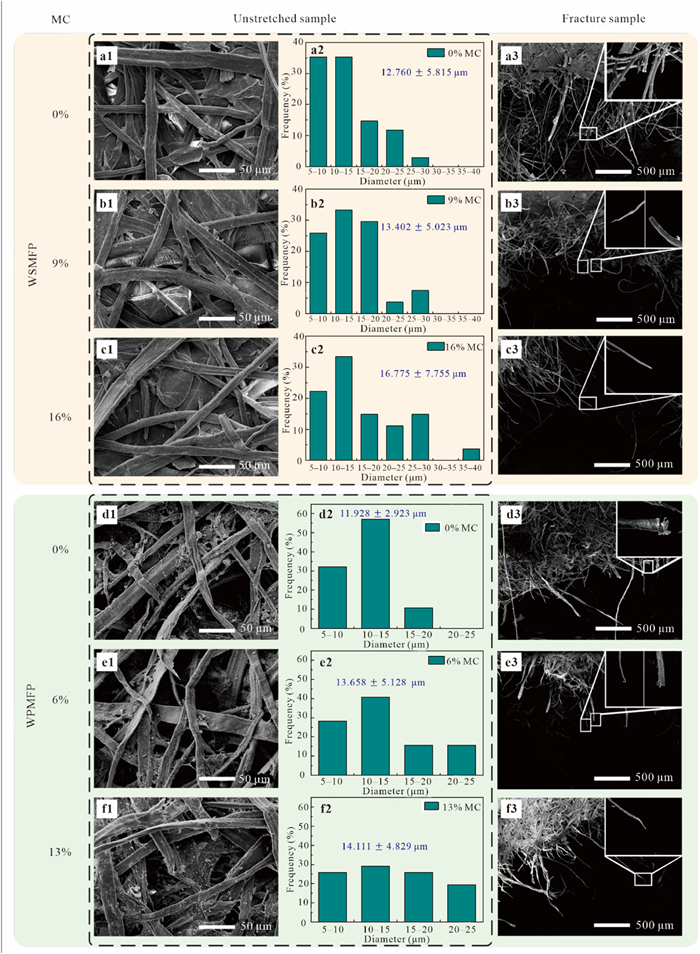
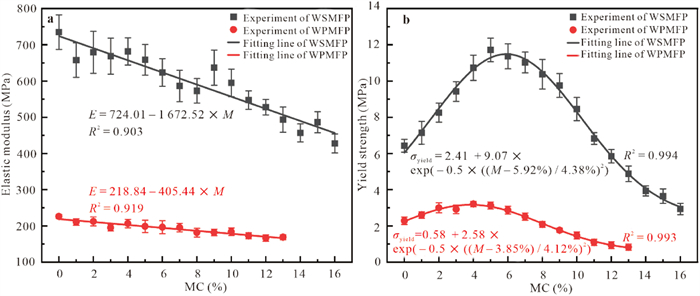
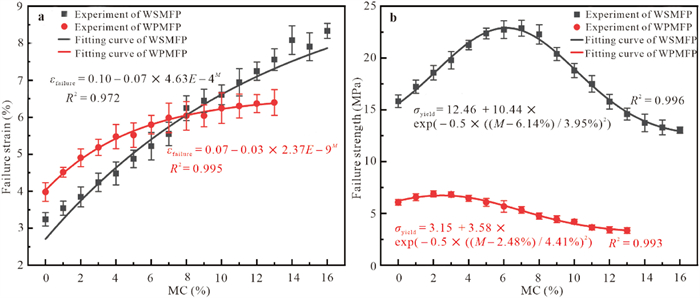
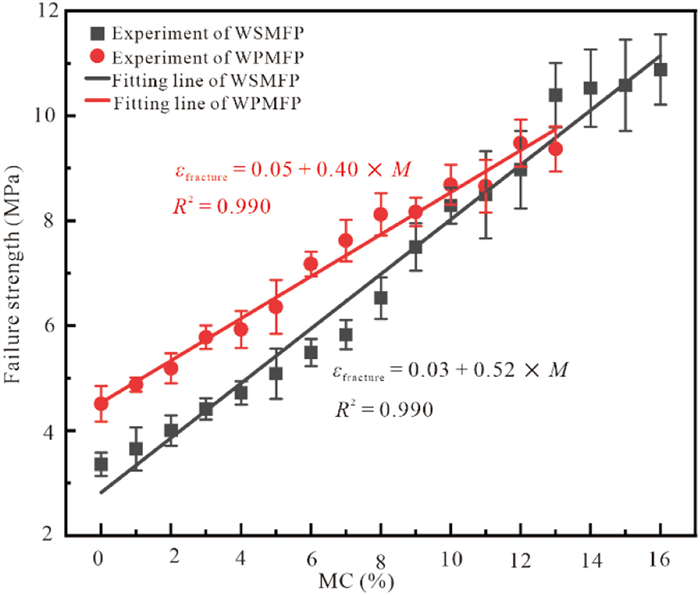
The change of temperature, humidity and moisture content (MC) will lead to the change of mechanical properties of molded fiber products (MFP). However, it is difficult to decouple the effects of temperature, humidity and MC on the mechanical properties of MFP, and predict the mechanical properties of MFP during the use. In this study, the laws and mechanism of mechanical properties of MFP with ambient temperature, humidity and MC were studied. The results showed that the direct effect of temperature (20−70 ℃) on mechanical properties of MFP was insignificant, and the mechanical properties of MFP were mainly changed by MC. The MC was related to ambient temperature and humidity, and the relationship between the three could be described by the modified Guggenheim-Anderson-de Boer (GAB) model (20−70 ℃ and 30 %–90 % relative humidity). With the increase of MC, the elastic modulus and fracture strain was increased and decreased linearly, the yield strength and failure strength were presented GaussAmp laws, and the failure strain was presented asymptotic regressed distribution law. Two fracture modes of MFP, brittle fracture and ductile fracture, were revealed by the scanning electron microscopy of the mesoscopic fiber structure of sugarcane bagasse molded fiber products. The mathematical models and the changes of fiber structure were verified by wheat straw molded fiber products and waste paper molded fiber products. This study was contributed to understand the effects and mechanism of the change of temperature, humidity and MC on the mechanical properties of MFP.
The change of temperature, humidity and moisture content (MC) will lead to the change of mechanical properties of molded fiber products (MFP). However, it is difficult to decouple the effects of temperature, humidity and MC on the mechanical properties of MFP, and predict the mechanical properties of MFP during the use. In this study, the laws and mechanism of mechanical properties of MFP with ambient temperature, humidity and MC were studied. The results showed that the direct effect of temperature (20−70 ℃) on mechanical properties of MFP was insignificant, and the mechanical properties of MFP were mainly changed by MC. The MC was related to ambient temperature and humidity, and the relationship between the three could be described by the modified Guggenheim-Anderson-de Boer (GAB) model (20−70 ℃ and 30 %–90 % relative humidity). With the increase of MC, the elastic modulus and fracture strain was increased and decreased linearly, the yield strength and failure strength were presented GaussAmp laws, and the failure strain was presented asymptotic regressed distribution law. Two fracture modes of MFP, brittle fracture and ductile fracture, were revealed by the scanning electron microscopy of the mesoscopic fiber structure of sugarcane bagasse molded fiber products. The mathematical models and the changes of fiber structure were verified by wheat straw molded fiber products and waste paper molded fiber products. This study was contributed to understand the effects and mechanism of the change of temperature, humidity and MC on the mechanical properties of MFP.
2024, 9(3): 369-378.
doi: 10.1016/j.jobab.2024.03.005
Abstract:
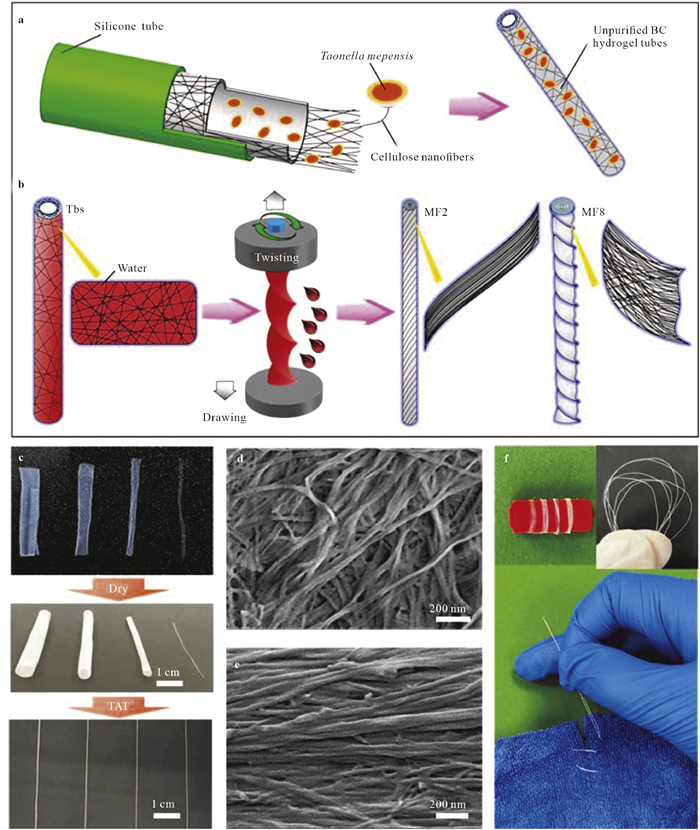
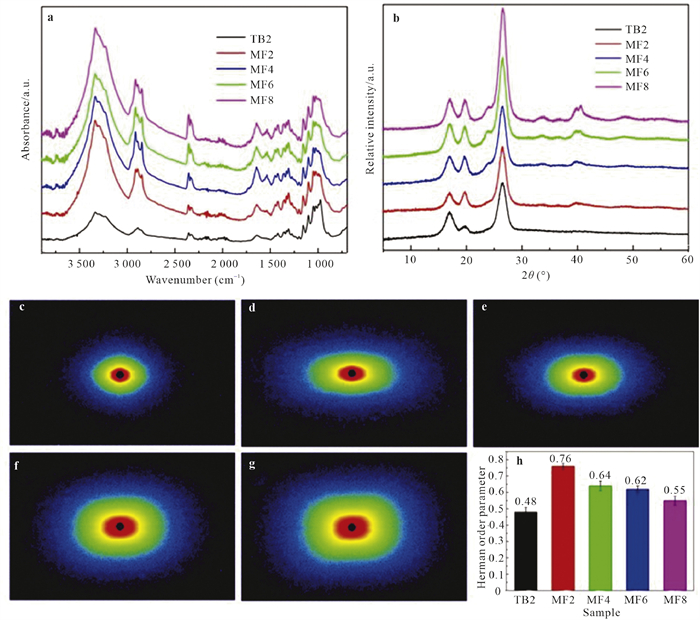
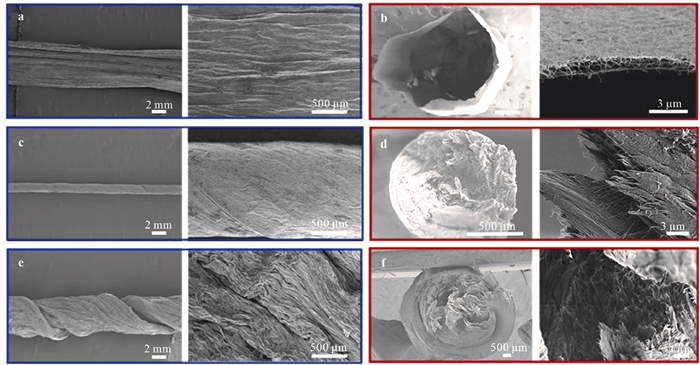
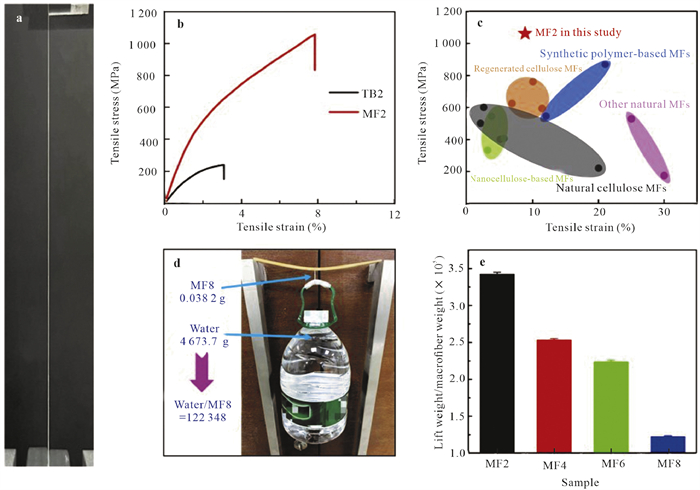
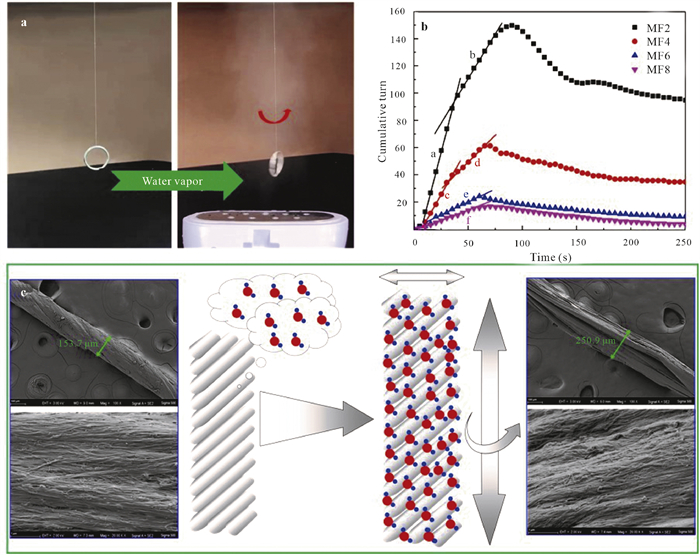
Cellulose macrofibers (MFs) are gaining increasing interest as natural and biodegradable alternatives to fossil-derived polymers for both structural and functional applications. However, simultaneously achieving their exceptional mechanical performance and desired functionality is challenging and requires complex processing. Here, we reported a one-step approach using a tension-assisted twisting (TAT) technique for MF fabrication from bacterial cellulose (BC). The TAT stretches and aligns BC nanofibers pre-arranged in hydrogel tubes to form MFs with compactly assembled structures and enhanced hydrogen bonding among neighboring nanofibers. The as-prepared BC MFs exhibited a very high tensile strength of 1 057 MPa and exceptional lifting capacity (over 340 000 when normalized by their own weight). Moreover, due to the volume expansion of BC nanofibers upon water exposure, BC MFs quickly harvested energy from environmental moisture to untwist the bundled networks, thus generating a torsional spinning with a peak rotation speed of 884 r/(min·m). The demonstrated rapid and intense actuation response makes the MFs ideal candidates for diverse humidity-response-based applications beyond advanced actuators, remote rain indicators, intelligent switches, and smart curtains.
Cellulose macrofibers (MFs) are gaining increasing interest as natural and biodegradable alternatives to fossil-derived polymers for both structural and functional applications. However, simultaneously achieving their exceptional mechanical performance and desired functionality is challenging and requires complex processing. Here, we reported a one-step approach using a tension-assisted twisting (TAT) technique for MF fabrication from bacterial cellulose (BC). The TAT stretches and aligns BC nanofibers pre-arranged in hydrogel tubes to form MFs with compactly assembled structures and enhanced hydrogen bonding among neighboring nanofibers. The as-prepared BC MFs exhibited a very high tensile strength of 1 057 MPa and exceptional lifting capacity (over 340 000 when normalized by their own weight). Moreover, due to the volume expansion of BC nanofibers upon water exposure, BC MFs quickly harvested energy from environmental moisture to untwist the bundled networks, thus generating a torsional spinning with a peak rotation speed of 884 r/(min·m). The demonstrated rapid and intense actuation response makes the MFs ideal candidates for diverse humidity-response-based applications beyond advanced actuators, remote rain indicators, intelligent switches, and smart curtains.