2024, Vol. 9, No. 2
column
Display Method:
2024, 9(2): 130-159.
doi: 10.1016/j.jobab.2024.01.001
Abstract:
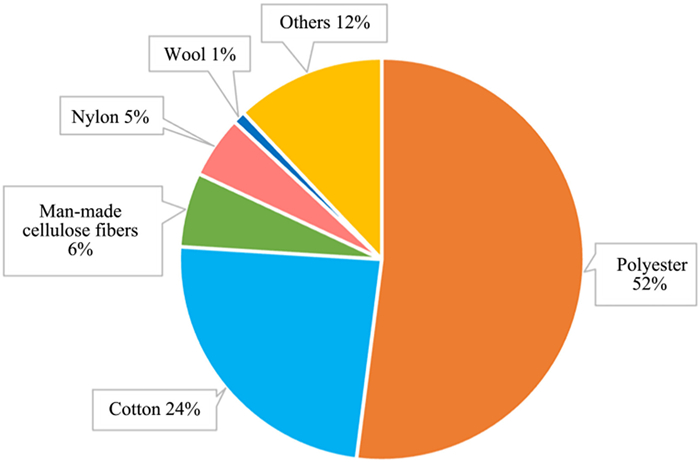
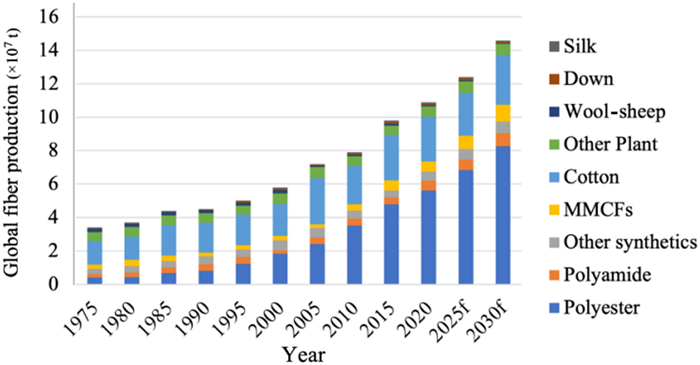
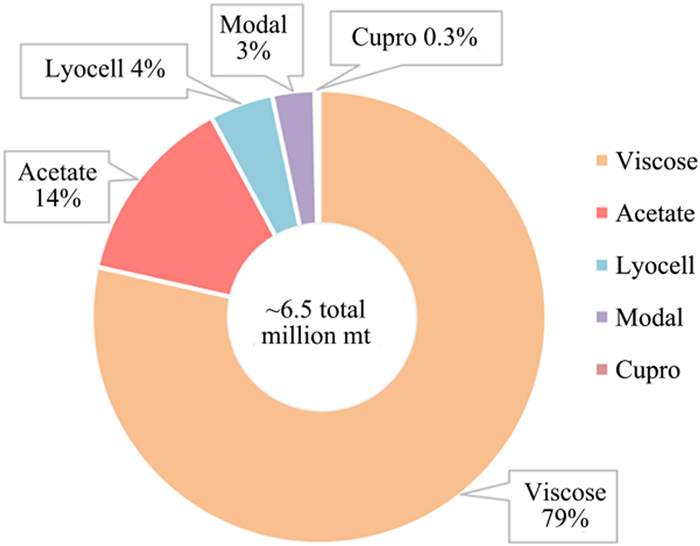
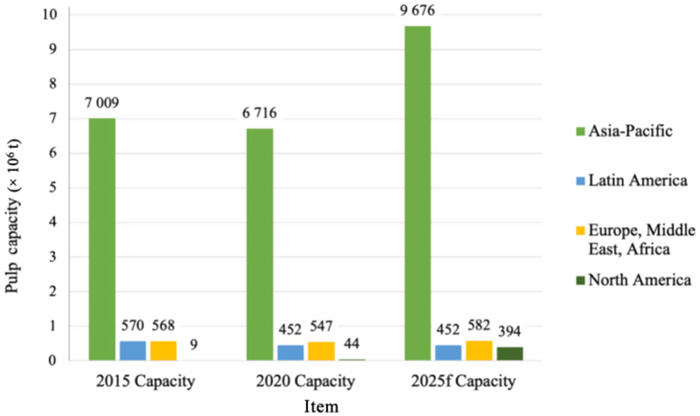
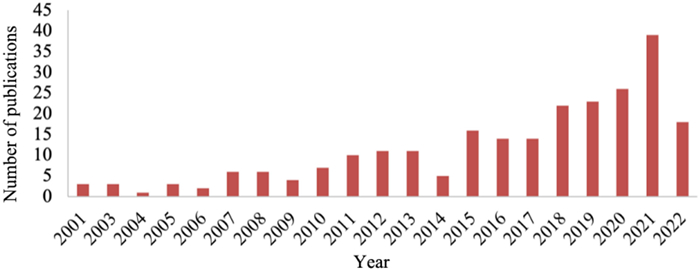
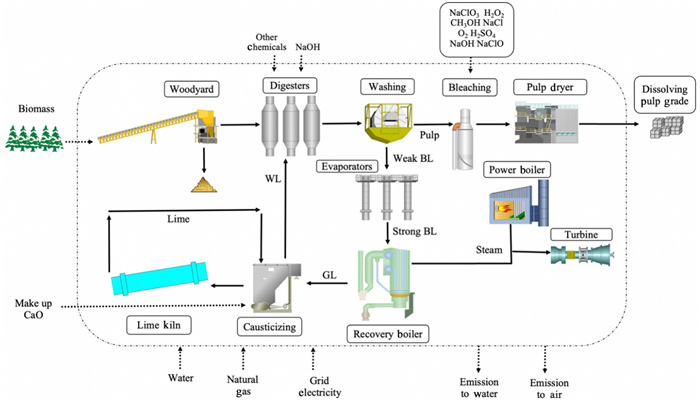
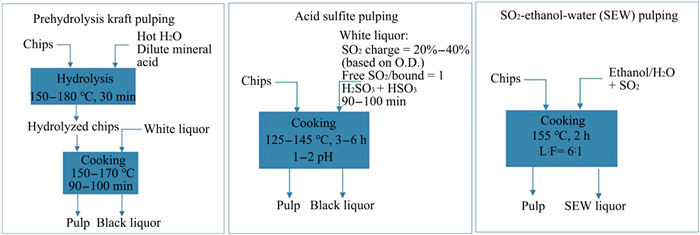
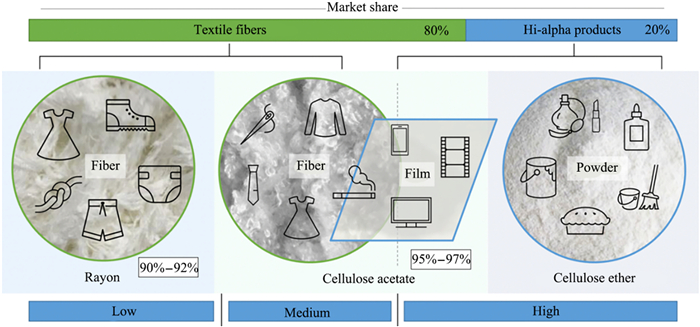
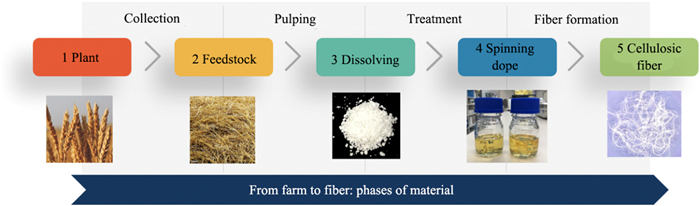
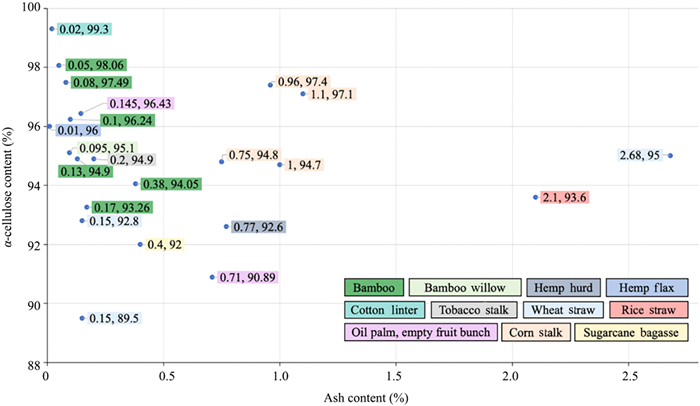
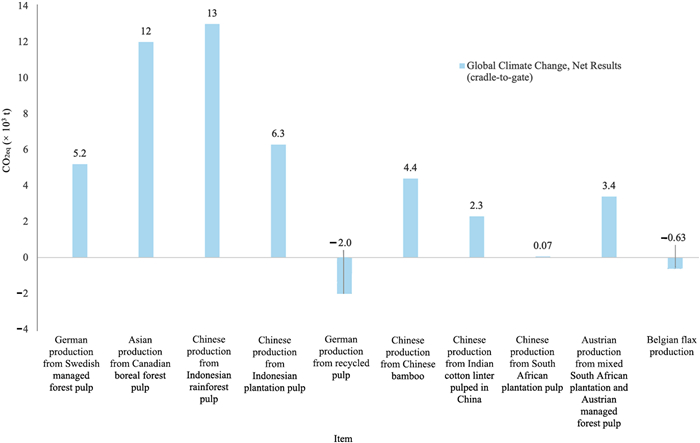
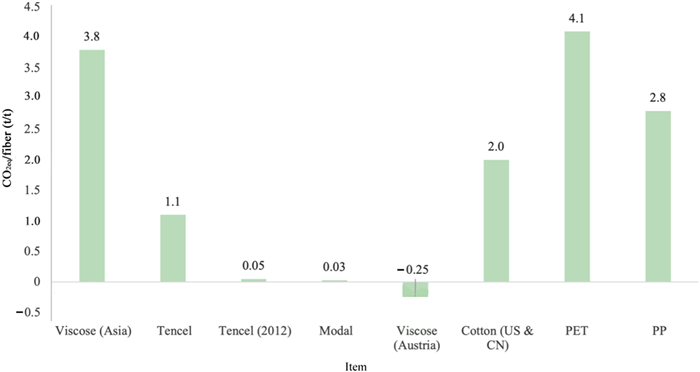
As the global population grows, the demand for textiles is increasing rapidly. However, this puts immense pressure on manufacturers to produce more fiber. While synthetic fibers can be produced cheaply, they have a negative impact on the environment. On the other hand, fibers from wool, sisal, fique, wood pulp (viscose), and man-made cellulose fibers (MMCFs) from cotton cannot alone meet the growing fiber demand without major stresses on land, water, and existing markets using these materials. With a greater emphasis on transparency and circular economy practices, there is a need to consider natural non-wood alternative sources for MMCFs to supplement other fiber types. However, introducing new feedstocks with different compositions may require different biomass conversion methods. Therefore, based on existing work, this review addresses the technical feasibility of various alternative feedstocks for conversion to textile-grade fibers. First, alternative feedstocks are introduced, and then conventional (dissolving pulp) and emerging (fibrillated cellulose and recycled material) conversion technologies are evaluated to help select the most suitable and promising processes for these emerging alternative sources of cellulose. It is important to note that for alternative feedstocks to be adopted on a meaningful scale, high biomass availability and proximity of conversion facilities are critical factors. In North America, soybean, wheat, rice, sorghum, and sugarcane residues are widely available and most suitable for conventional conversion through various dissolving pulp production methods (pre-hydrolysis kraft, acid sulfite, soda, SO2-ethanol-water, and potassium hydroxide) or by emerging cellulose fibrillation methods. While dissolving pulp conversion is well-established, fibrillated cellulose methods could be beneficial from cost, efficiency, and environmental perspectives. Thus, the authors strongly encourage more work in this growing research area. However, conducting thorough cost and sustainability assessments is important to determine the best feedstock and technology combinations.
As the global population grows, the demand for textiles is increasing rapidly. However, this puts immense pressure on manufacturers to produce more fiber. While synthetic fibers can be produced cheaply, they have a negative impact on the environment. On the other hand, fibers from wool, sisal, fique, wood pulp (viscose), and man-made cellulose fibers (MMCFs) from cotton cannot alone meet the growing fiber demand without major stresses on land, water, and existing markets using these materials. With a greater emphasis on transparency and circular economy practices, there is a need to consider natural non-wood alternative sources for MMCFs to supplement other fiber types. However, introducing new feedstocks with different compositions may require different biomass conversion methods. Therefore, based on existing work, this review addresses the technical feasibility of various alternative feedstocks for conversion to textile-grade fibers. First, alternative feedstocks are introduced, and then conventional (dissolving pulp) and emerging (fibrillated cellulose and recycled material) conversion technologies are evaluated to help select the most suitable and promising processes for these emerging alternative sources of cellulose. It is important to note that for alternative feedstocks to be adopted on a meaningful scale, high biomass availability and proximity of conversion facilities are critical factors. In North America, soybean, wheat, rice, sorghum, and sugarcane residues are widely available and most suitable for conventional conversion through various dissolving pulp production methods (pre-hydrolysis kraft, acid sulfite, soda, SO2-ethanol-water, and potassium hydroxide) or by emerging cellulose fibrillation methods. While dissolving pulp conversion is well-established, fibrillated cellulose methods could be beneficial from cost, efficiency, and environmental perspectives. Thus, the authors strongly encourage more work in this growing research area. However, conducting thorough cost and sustainability assessments is important to determine the best feedstock and technology combinations.
2024, 9(2): 160-173.
doi: 10.1016/j.jobab.2024.01.004
Abstract:
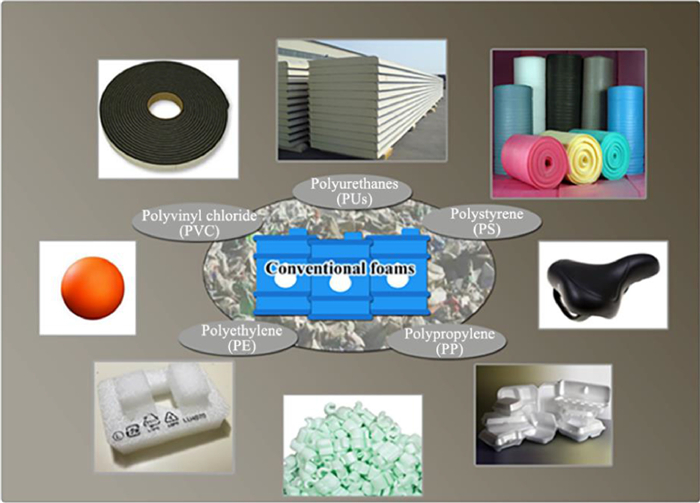
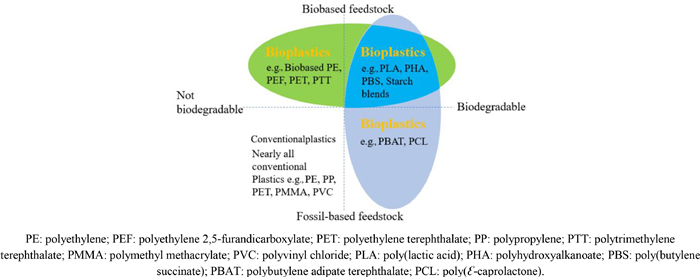
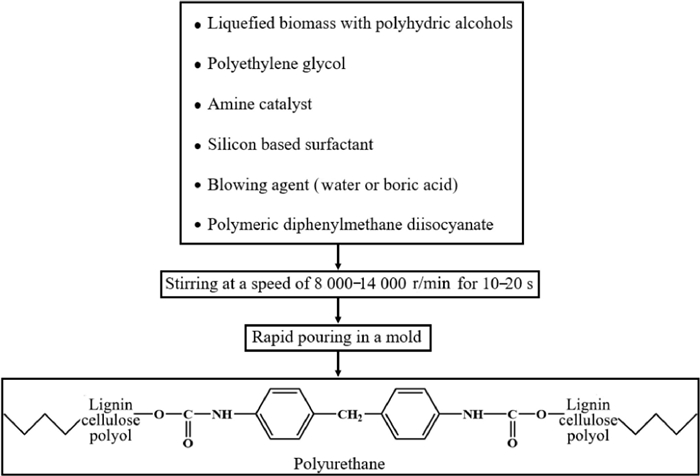
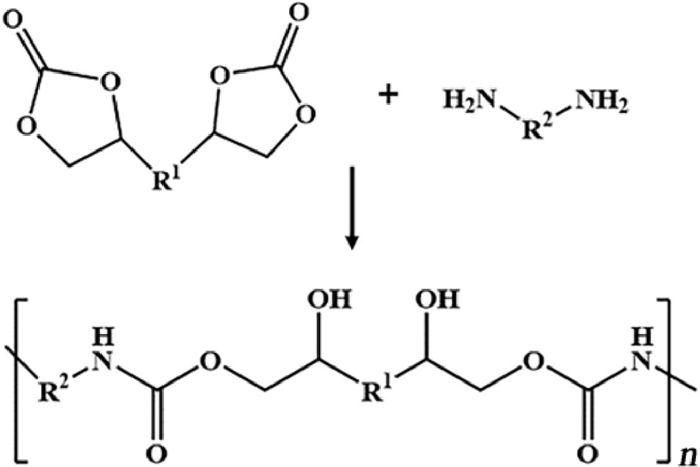
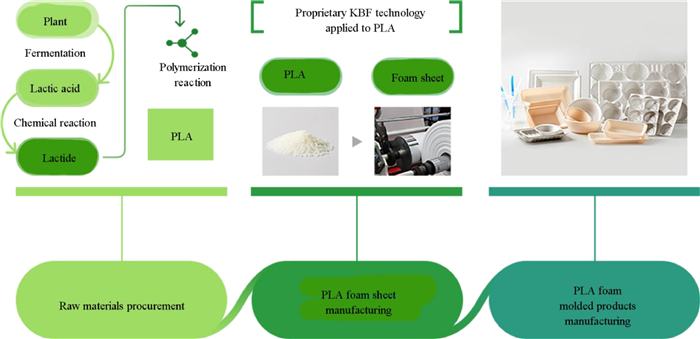
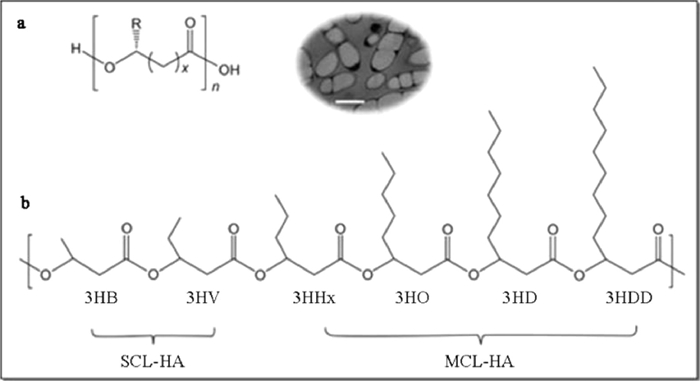
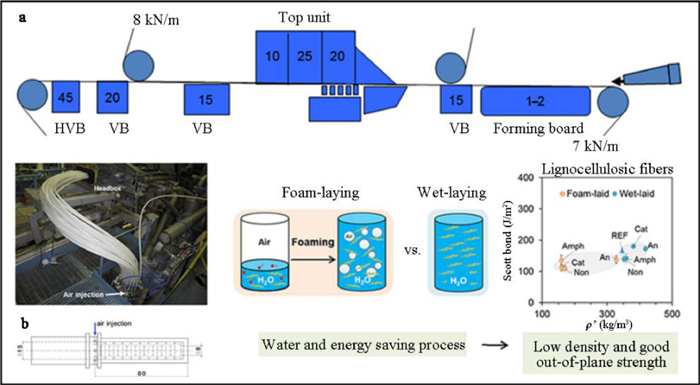
Biofoam products have attracted considerable attention lately because there is a growing demand for green/sustainable products. To this end, various biobased foams have either been developed or are currently in development, e.g., bio-based polyurethanes (PUs), polylactic acid (PLA), starch, and polyhydroxyalkanotates (PHAs). Indeed, significant progress has been made; however, challenges still persist, for example, biobased foam products have poor processability, inferior compatibility, thermal and strength properties. In this review, we focus on five biofoam products: namely bio-based PUs, PLA, starch, PHAs, and cellulose biofoam products, along with their properties and performance, as well as their manufacturing processes. Further efforts are still needed to unlock the full potential of these bio-based products and meet the goal of complementing and gradually replacing some of their fossil-based counterparts. Finally, the challenges, as well as arising opportunities of future research directions are discussed.
Biofoam products have attracted considerable attention lately because there is a growing demand for green/sustainable products. To this end, various biobased foams have either been developed or are currently in development, e.g., bio-based polyurethanes (PUs), polylactic acid (PLA), starch, and polyhydroxyalkanotates (PHAs). Indeed, significant progress has been made; however, challenges still persist, for example, biobased foam products have poor processability, inferior compatibility, thermal and strength properties. In this review, we focus on five biofoam products: namely bio-based PUs, PLA, starch, PHAs, and cellulose biofoam products, along with their properties and performance, as well as their manufacturing processes. Further efforts are still needed to unlock the full potential of these bio-based products and meet the goal of complementing and gradually replacing some of their fossil-based counterparts. Finally, the challenges, as well as arising opportunities of future research directions are discussed.
2024, 9(2): 174-184.
doi: 10.1016/j.jobab.2024.03.002
Abstract:
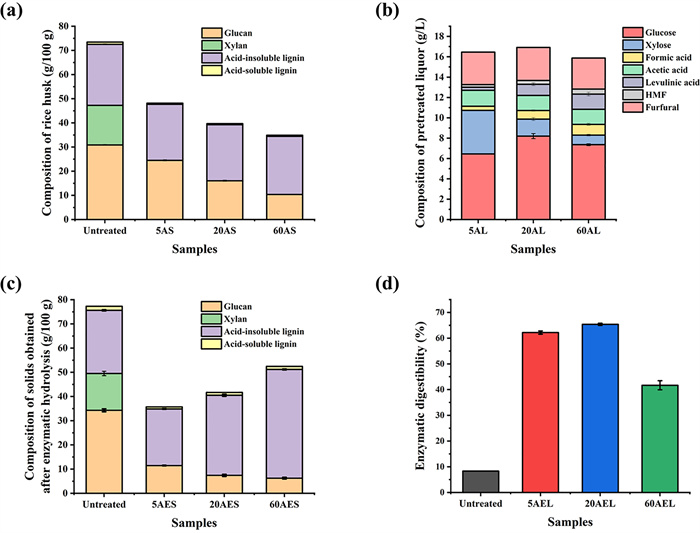
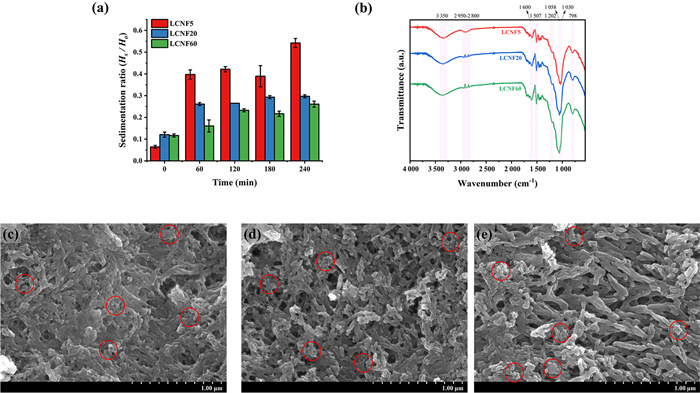
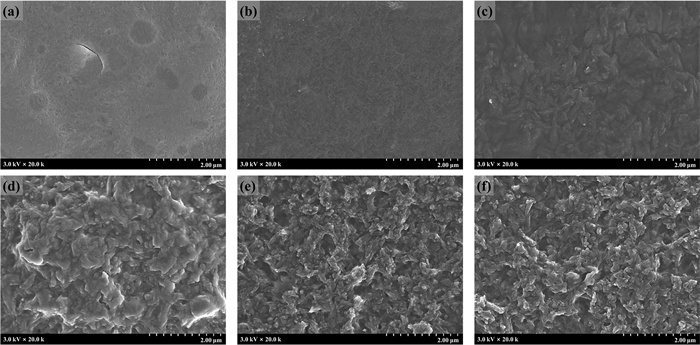
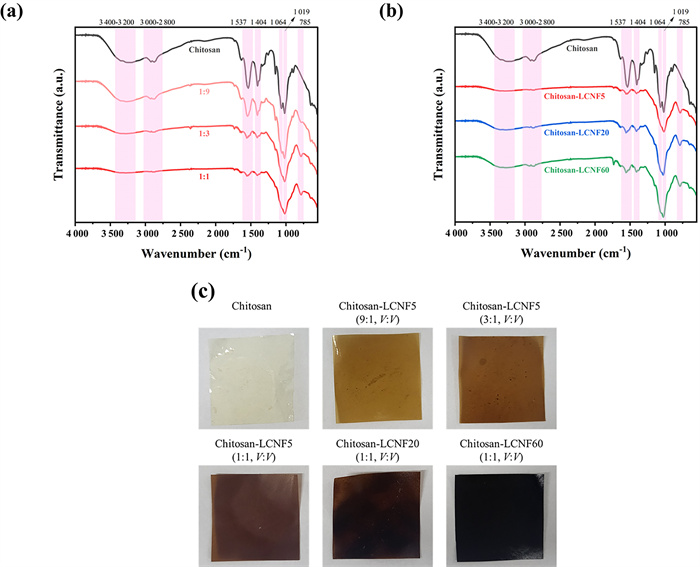
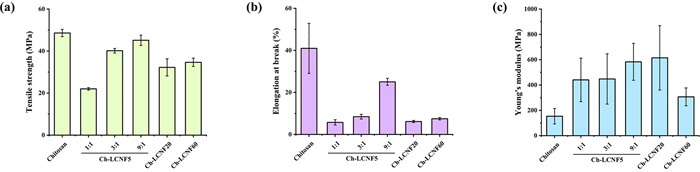
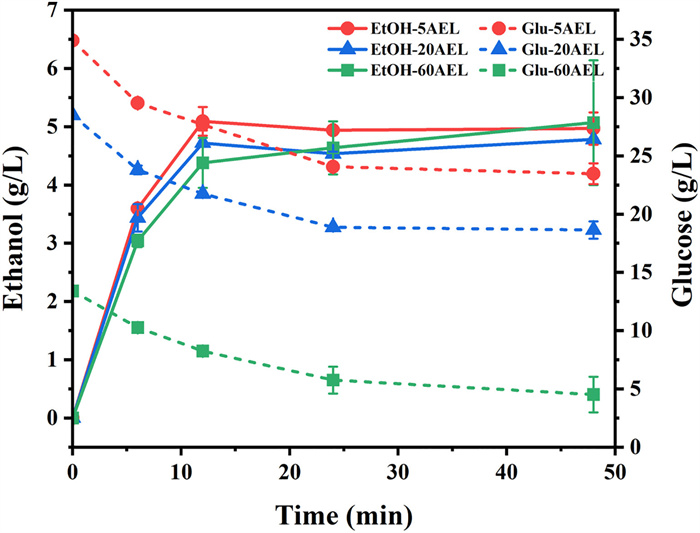
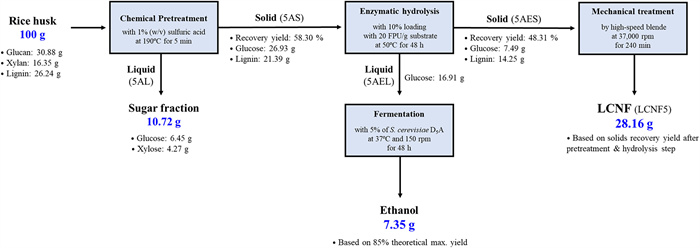
Lignocellulosic nanofibers (LCNFs), implying lignin-containing cellulose fibers, maintain the properties of both lignin and cellulose, which are hydrophobic and hydrophilic, respectively. The presence of hydrophobic lignin in LCNFs is expected to be an economical and attractive option that can improve the thermal and mechanical properties of polymers. Thus, this study was conducted to produce lignin-rich LCNFs from sugar-rich waste obtained from rice husks after acidic pretreatment. The LCNFs were produced from the lignin-rich solid fractions obtained after pretreatment and enzymatic hydrolysis, which were then incorporated as an additive into a chitosan-based film. The variations in lignin content in the range of approximately 50.6%–66.8% in differently obtained LCNFs gave significantly different optical strengths and mechanical properties. These controllable processes may allow for customized film formation. Additionally, the glucose-rich liquid fractions obtained after pretreatment and enzymatic hydrolysis were used as a substrate for ethanol fermentation to achieve total utilization of rice husk biomass waste. In conclusion, the lignin-rich biomass fraction holds promise as a suitable material for chitosan-LCNF film and has the potential to increase the economic feasibility of the biomaterial industry.
Lignocellulosic nanofibers (LCNFs), implying lignin-containing cellulose fibers, maintain the properties of both lignin and cellulose, which are hydrophobic and hydrophilic, respectively. The presence of hydrophobic lignin in LCNFs is expected to be an economical and attractive option that can improve the thermal and mechanical properties of polymers. Thus, this study was conducted to produce lignin-rich LCNFs from sugar-rich waste obtained from rice husks after acidic pretreatment. The LCNFs were produced from the lignin-rich solid fractions obtained after pretreatment and enzymatic hydrolysis, which were then incorporated as an additive into a chitosan-based film. The variations in lignin content in the range of approximately 50.6%–66.8% in differently obtained LCNFs gave significantly different optical strengths and mechanical properties. These controllable processes may allow for customized film formation. Additionally, the glucose-rich liquid fractions obtained after pretreatment and enzymatic hydrolysis were used as a substrate for ethanol fermentation to achieve total utilization of rice husk biomass waste. In conclusion, the lignin-rich biomass fraction holds promise as a suitable material for chitosan-LCNF film and has the potential to increase the economic feasibility of the biomaterial industry.
2024, 9(2): 185-196.
doi: 10.1016/j.jobab.2024.03.004
Abstract:
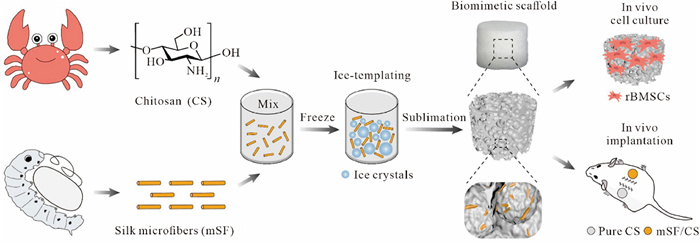
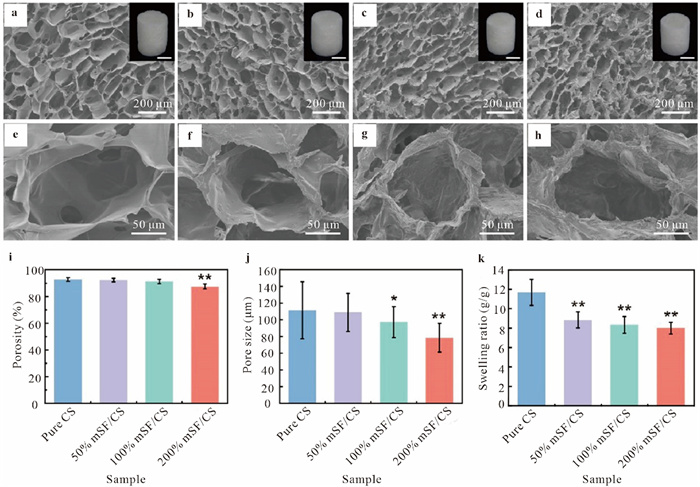
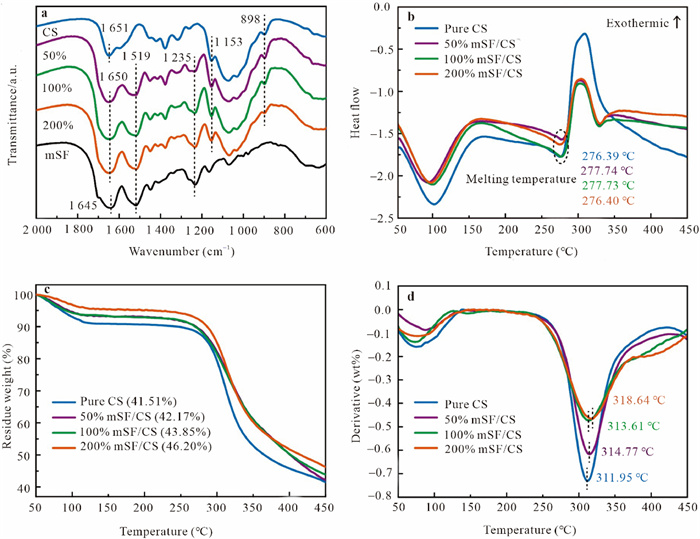
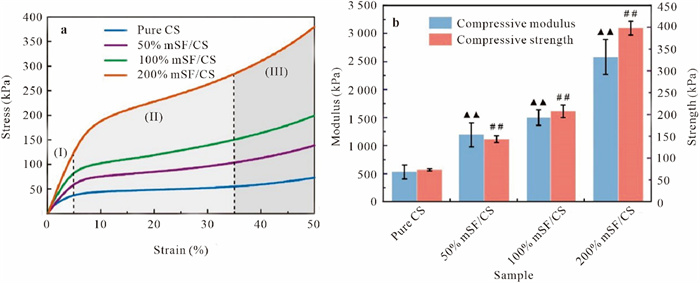
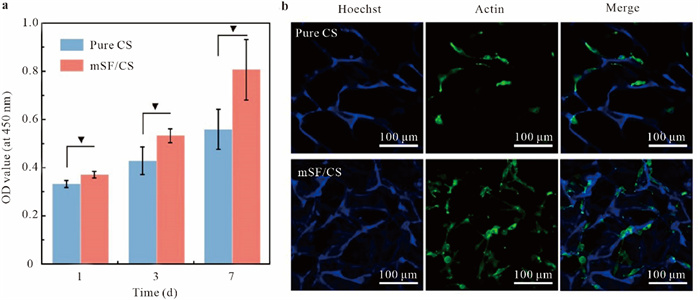
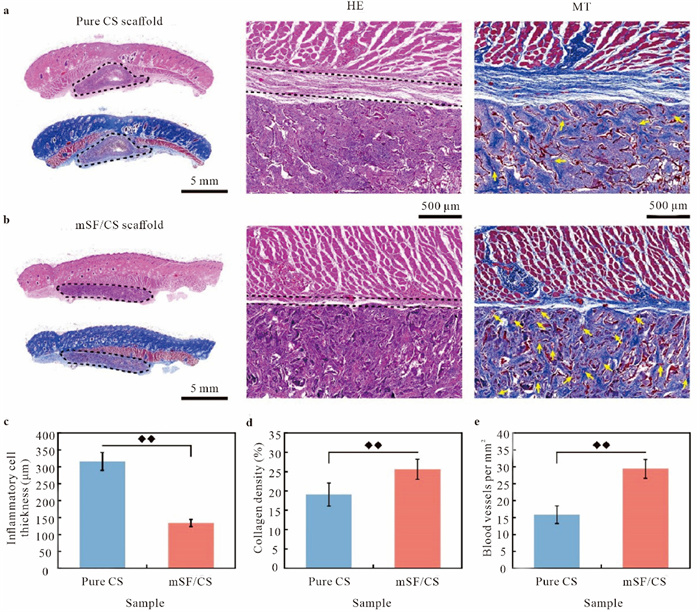
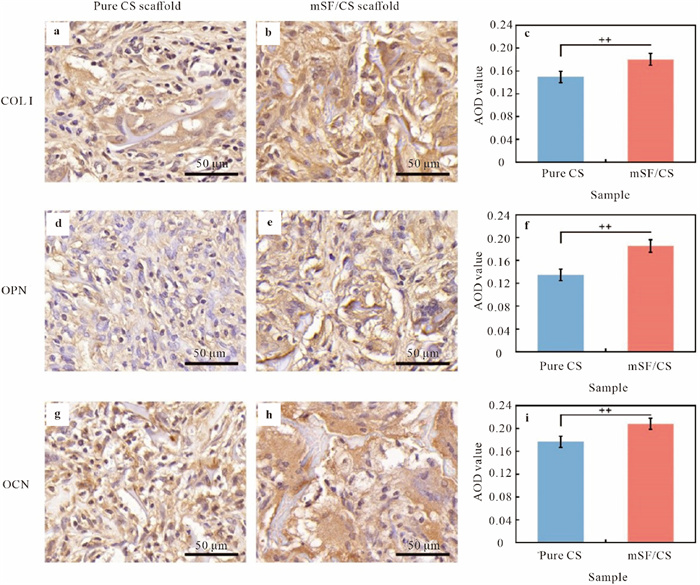
Converting common biomass materials to high-performance biomedical products could not only reduce the environmental pressure associated with the large-scale use of synthetic materials, but also increase the economic value. Chitosan as a very promising candidate has drawn considerable attention owing to its abundant sources and remarkable bioactivities. However, pure chitosan materials usually exhibit insufficient mechanical properties and excessive swelling ratio, which seriously affected their in vivo stability and integrity when applied as tissue engineering scaffolds. Thus, simultaneously improving the mechanical strength and biological compatibility of pure chitosan (CS) scaffolds becomes very important. Here, inspired by the fiber-reinforced construction of natural extracellular matrix and the porous structure of cancellous bone, we built silk microfibers/chitosan composite scaffolds via ice-templating technique. This biomimetic strategy achieved 500% of mechanical improvement to pure chitosan, and meanwhile still maintaining high porosity (> 87%). In addition, the increased roughness of chitosan pore walls by embedded silk microfibers significantly promoted cell adhesion and proliferation. More importantly, after subcutaneous implantation in mice for four weeks, the composite scaffold showed greater structural integrity, as well as better collagenation, angiogenesis, and osteogenesis abilities, suggesting its great potential in biomedicine.
Converting common biomass materials to high-performance biomedical products could not only reduce the environmental pressure associated with the large-scale use of synthetic materials, but also increase the economic value. Chitosan as a very promising candidate has drawn considerable attention owing to its abundant sources and remarkable bioactivities. However, pure chitosan materials usually exhibit insufficient mechanical properties and excessive swelling ratio, which seriously affected their in vivo stability and integrity when applied as tissue engineering scaffolds. Thus, simultaneously improving the mechanical strength and biological compatibility of pure chitosan (CS) scaffolds becomes very important. Here, inspired by the fiber-reinforced construction of natural extracellular matrix and the porous structure of cancellous bone, we built silk microfibers/chitosan composite scaffolds via ice-templating technique. This biomimetic strategy achieved 500% of mechanical improvement to pure chitosan, and meanwhile still maintaining high porosity (> 87%). In addition, the increased roughness of chitosan pore walls by embedded silk microfibers significantly promoted cell adhesion and proliferation. More importantly, after subcutaneous implantation in mice for four weeks, the composite scaffold showed greater structural integrity, as well as better collagenation, angiogenesis, and osteogenesis abilities, suggesting its great potential in biomedicine.
2024, 9(2): 197-210.
doi: 10.1016/j.jobab.2024.03.003
Abstract:
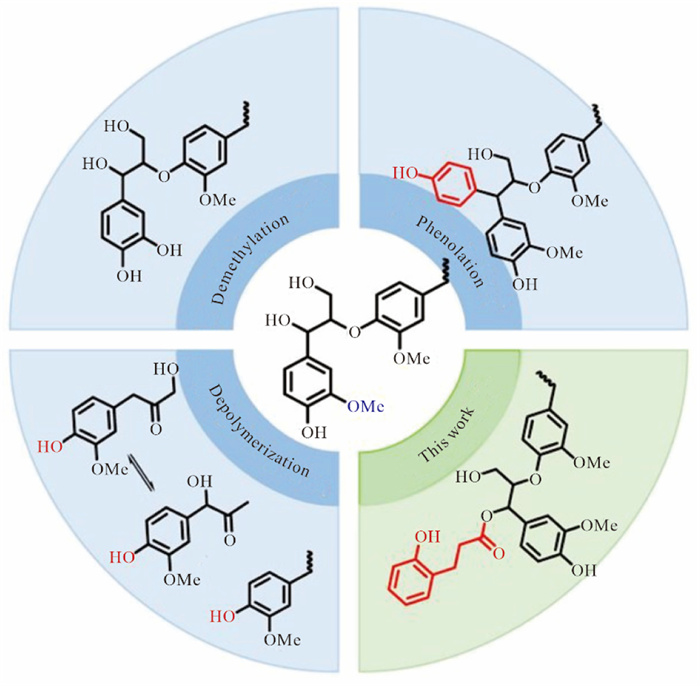
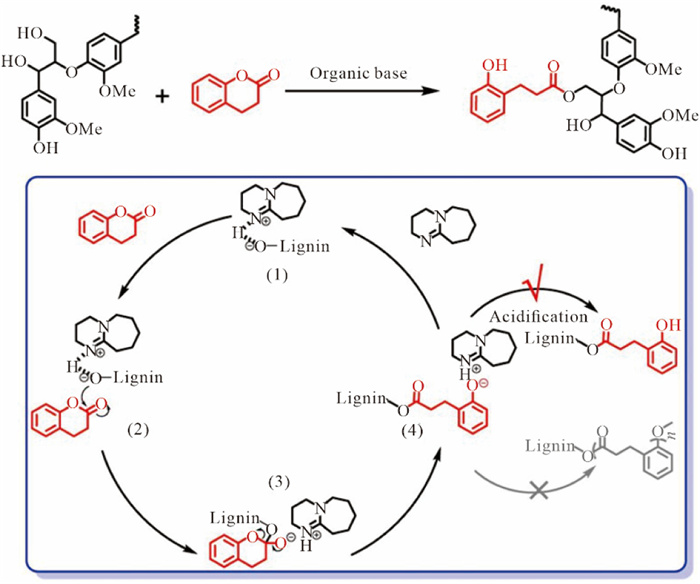
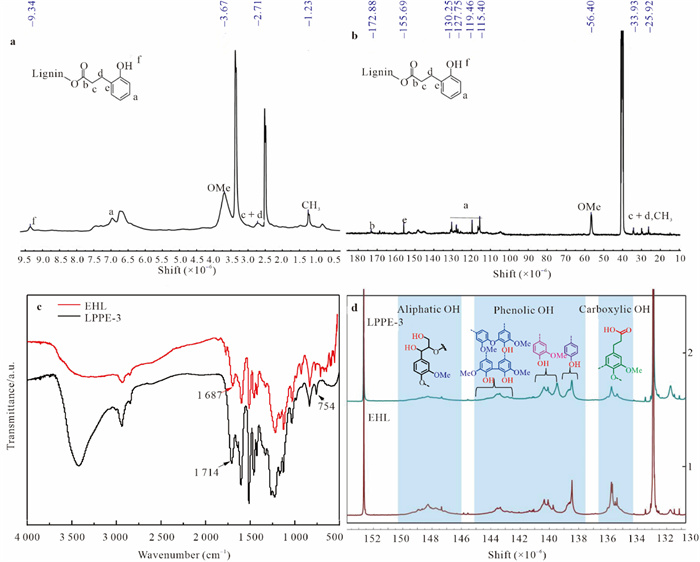
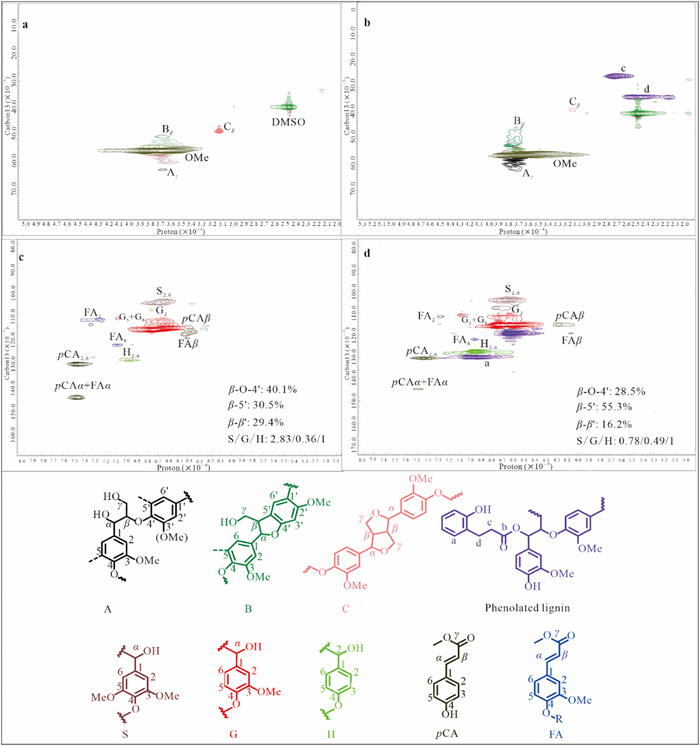
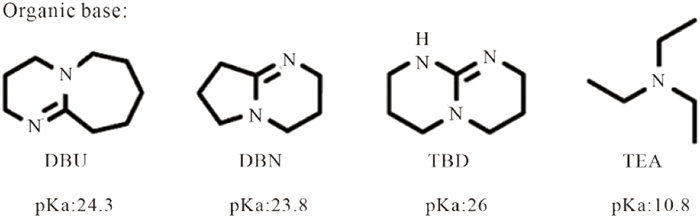
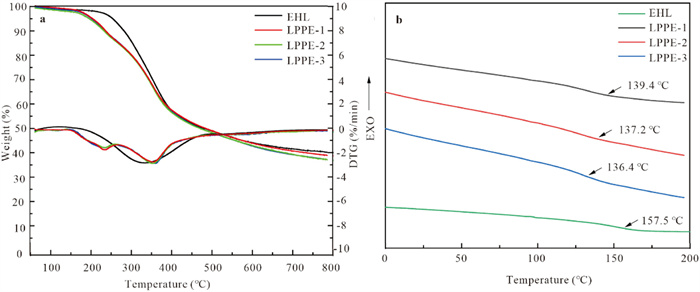
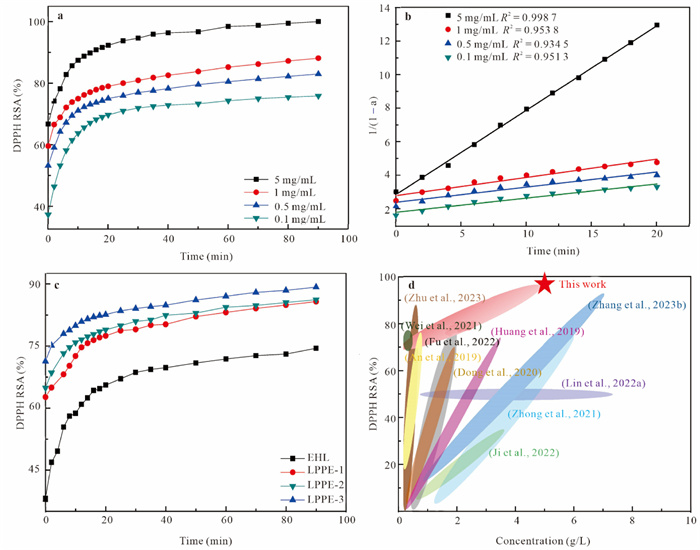
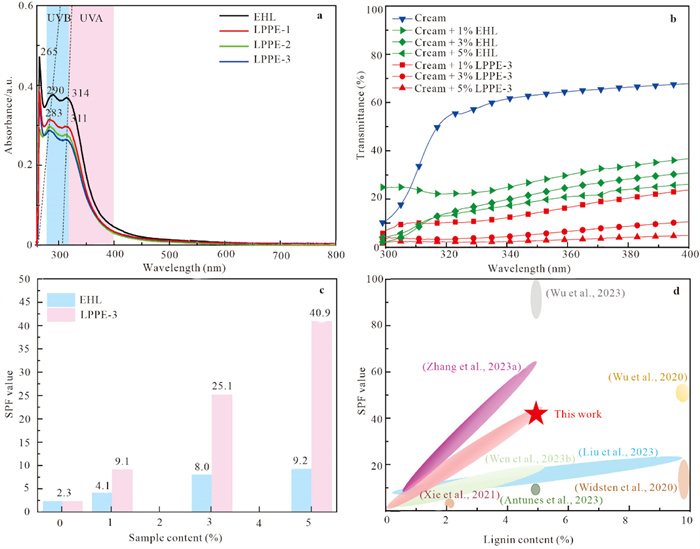
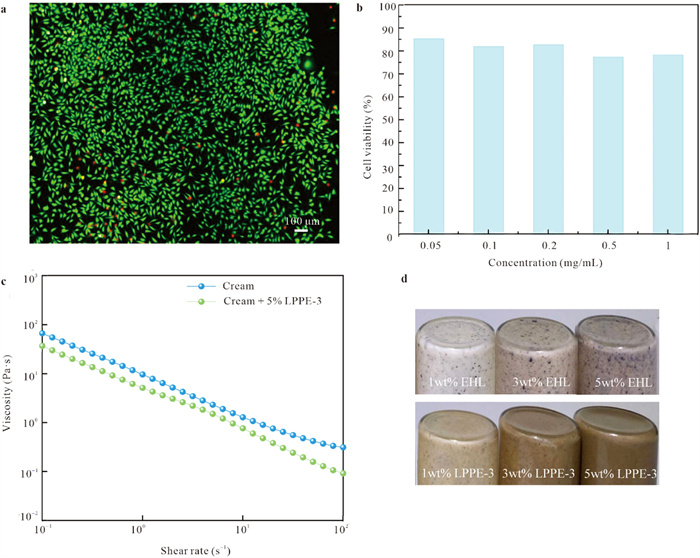
Phenolation is one of the effective strategies to synthesize lignin-based polyphenols, improve lignin’s properties, and extend its value-added applications in biological, medicinal and cosmetic fields. Herein, by taking the structural feature advantage of lignin, an effective and green strategy was developed to molecularly engineer lignin into a robust lignin-3-(2-hydroxyphenyl)propionate ester (LPPE) derivative via a transesterification reaction between 3,4-dihydrocoumarin (DHC) and the aliphatic hydroxyls in lignin under organocatalysis. The strategy is optimized and the novel derivative was systematically characterized by 1H, 13C and 31P nuclear magnetic resonance (NMR) and Fourier transform infrared (FT-IR) spectroscopy. The findings indicated that the successful introduction of 3-(2-hydroxyphenyl)propionate groups using a OH groups/DHC/organic base molar ratio of 1꞉1꞉0.3 at 120 °C for 6 h increased the content of phenolic hydroxyl groups from 1.793 1 to 3.017 9 mmol/g, and the LPPE exhibited excellent ultraviolet-absorbing and antioxidant performance with up to 90% free radical scavenging activity within 20 min using 5 mg/mL of LPPE. In addition, good biocompatibility and a high Sun protection factor (SPF) value of 40.9 were achieved at 5% (w) dosage of LPPE in the cream, indicating its significant application potential in sunscreen.
Phenolation is one of the effective strategies to synthesize lignin-based polyphenols, improve lignin’s properties, and extend its value-added applications in biological, medicinal and cosmetic fields. Herein, by taking the structural feature advantage of lignin, an effective and green strategy was developed to molecularly engineer lignin into a robust lignin-3-(2-hydroxyphenyl)propionate ester (LPPE) derivative via a transesterification reaction between 3,4-dihydrocoumarin (DHC) and the aliphatic hydroxyls in lignin under organocatalysis. The strategy is optimized and the novel derivative was systematically characterized by 1H, 13C and 31P nuclear magnetic resonance (NMR) and Fourier transform infrared (FT-IR) spectroscopy. The findings indicated that the successful introduction of 3-(2-hydroxyphenyl)propionate groups using a OH groups/DHC/organic base molar ratio of 1꞉1꞉0.3 at 120 °C for 6 h increased the content of phenolic hydroxyl groups from 1.793 1 to 3.017 9 mmol/g, and the LPPE exhibited excellent ultraviolet-absorbing and antioxidant performance with up to 90% free radical scavenging activity within 20 min using 5 mg/mL of LPPE. In addition, good biocompatibility and a high Sun protection factor (SPF) value of 40.9 were achieved at 5% (w) dosage of LPPE in the cream, indicating its significant application potential in sunscreen.
2024, 9(2): 211-221.
doi: 10.1016/j.jobab.2023.12.006
Abstract:
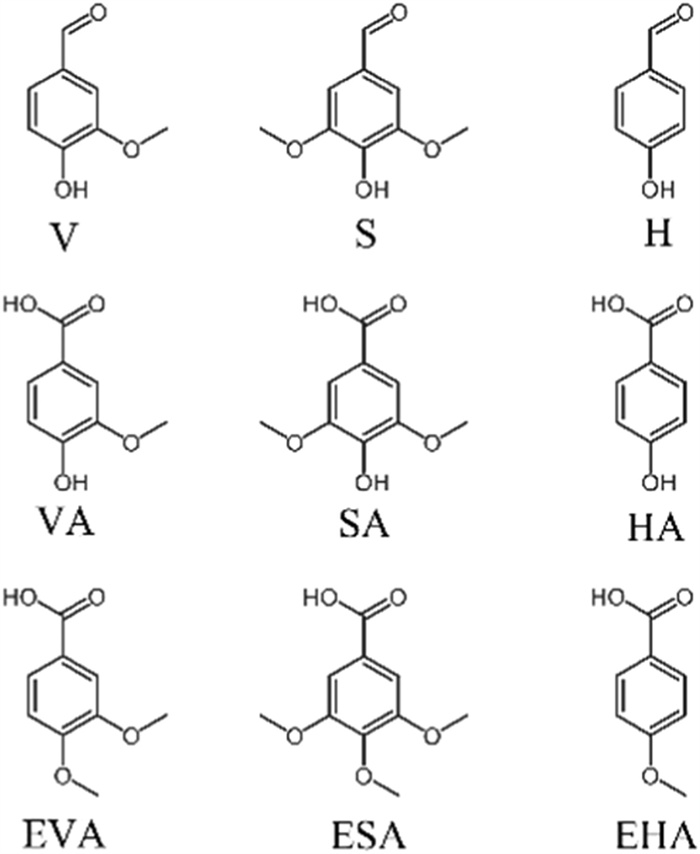
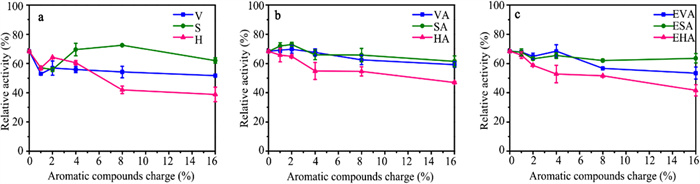
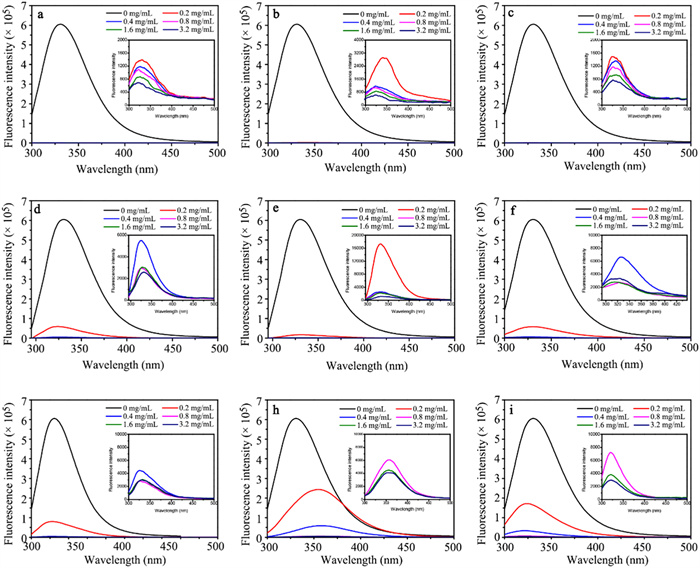
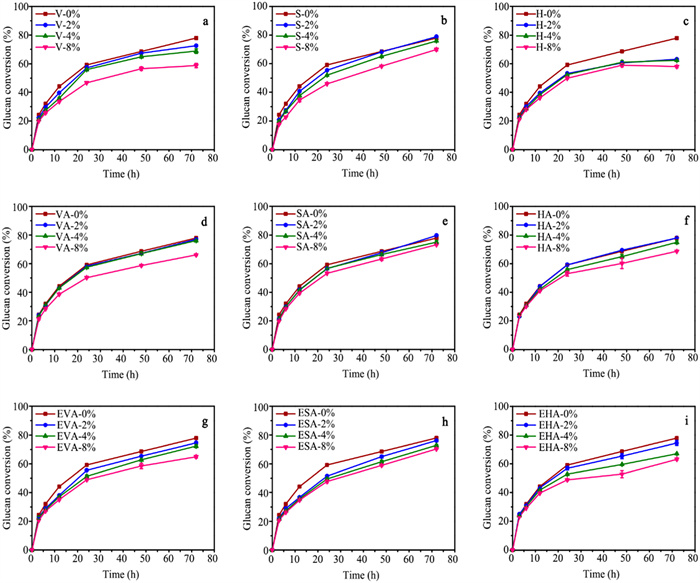
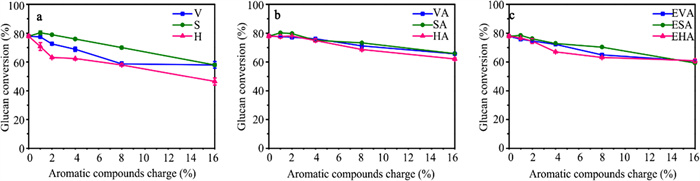
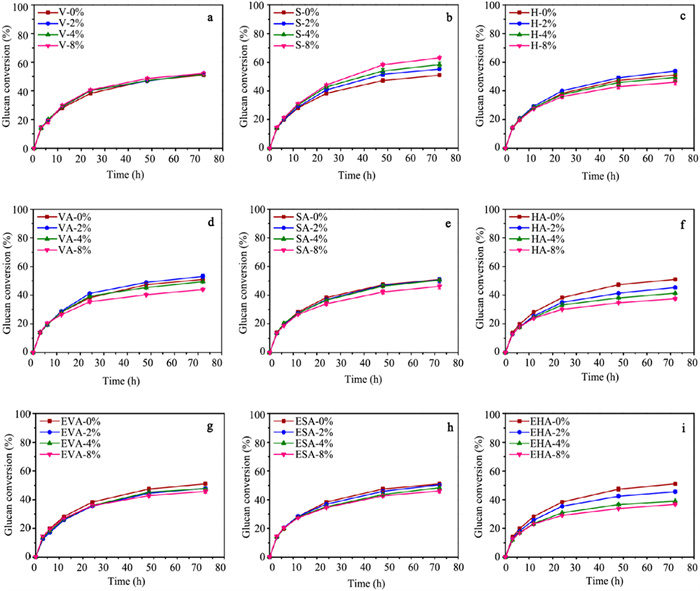
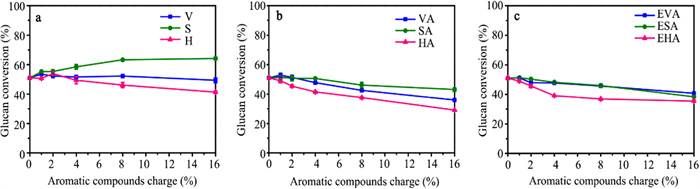
Low molecular aromatic compounds are detrimental to the enzymatic hydrolysis of lignocellulose. However, the specific role of their functional groups remains unclear. Here, a series of nine aromatic compounds as additives were tested to understand their effect on the hydrolysis yield of microcrystalline cellulose (MCC) and alkaline pretreated wheat straw. Based on the results, the inhibition of aldehyde groups on MCC was greater than that of carboxyl groups, whereas for the alkaline pretreated wheat straw case, the inhibitory effect of aldehyde groups was lower than that of carboxyl groups. Increased methoxyl groups of aromatic compounds reduced the inhibitory effect on enzymatic hydrolysis of both substrates. Stronger inhibition of aromatic compounds on MCC hydrolysis was detected in comparison with the alkaline pretreated wheat straw, indicating that the substrate lignin can offset the inhibition to a certain extent. Among all aromatic compounds, syringaldehyde with one aldehyde group and two methoxyl groups improved the glucan conversion of the alkaline pretreated wheat straw.
Low molecular aromatic compounds are detrimental to the enzymatic hydrolysis of lignocellulose. However, the specific role of their functional groups remains unclear. Here, a series of nine aromatic compounds as additives were tested to understand their effect on the hydrolysis yield of microcrystalline cellulose (MCC) and alkaline pretreated wheat straw. Based on the results, the inhibition of aldehyde groups on MCC was greater than that of carboxyl groups, whereas for the alkaline pretreated wheat straw case, the inhibitory effect of aldehyde groups was lower than that of carboxyl groups. Increased methoxyl groups of aromatic compounds reduced the inhibitory effect on enzymatic hydrolysis of both substrates. Stronger inhibition of aromatic compounds on MCC hydrolysis was detected in comparison with the alkaline pretreated wheat straw, indicating that the substrate lignin can offset the inhibition to a certain extent. Among all aromatic compounds, syringaldehyde with one aldehyde group and two methoxyl groups improved the glucan conversion of the alkaline pretreated wheat straw.
2024, 9(2): 222-232.
doi: 10.1016/j.jobab.2024.01.003
Abstract:
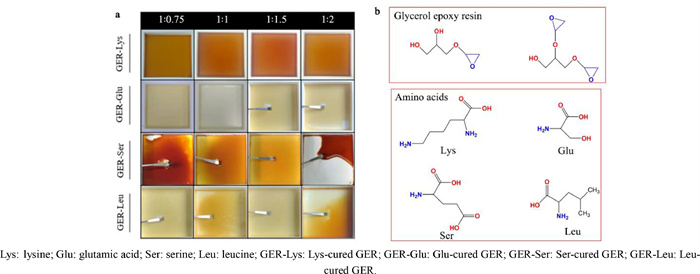
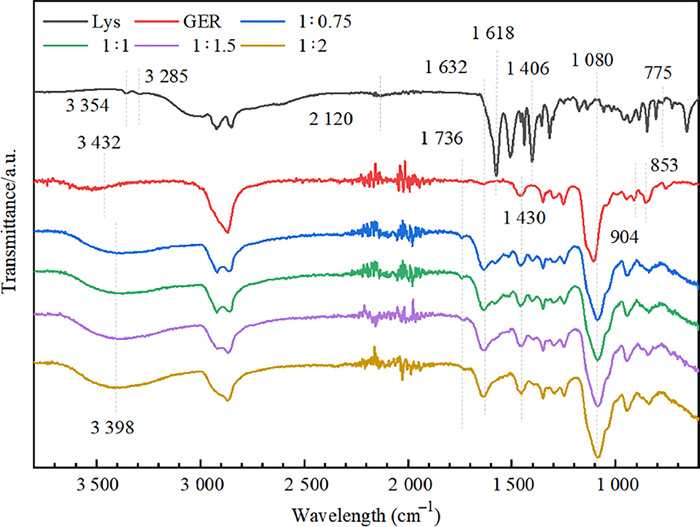
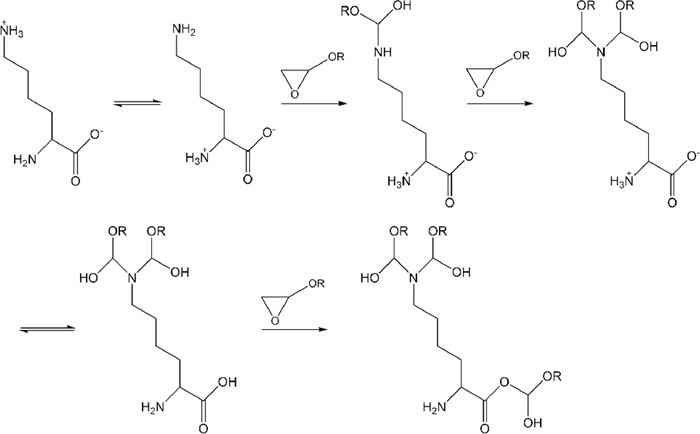
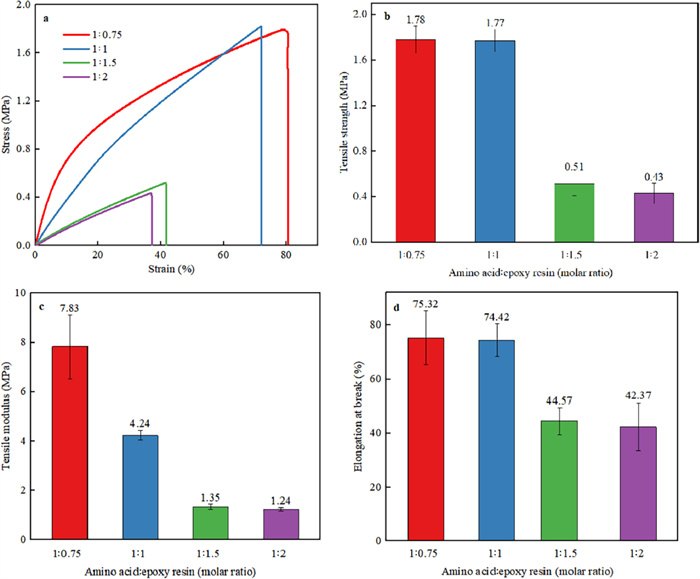
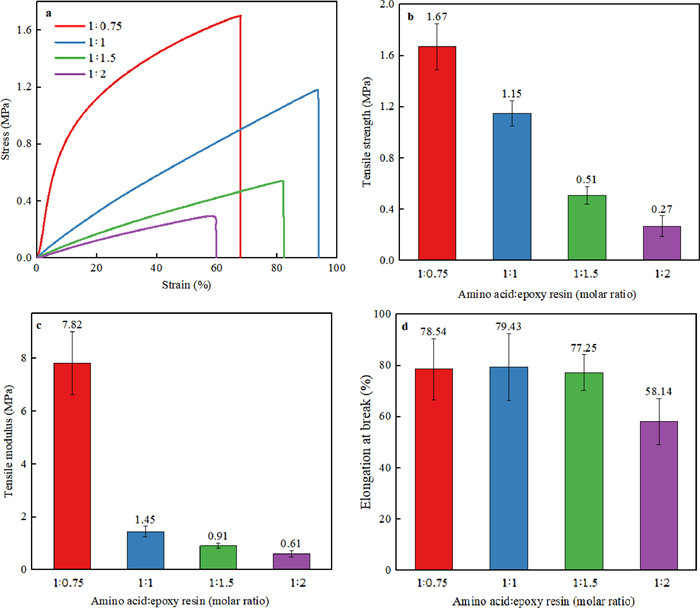
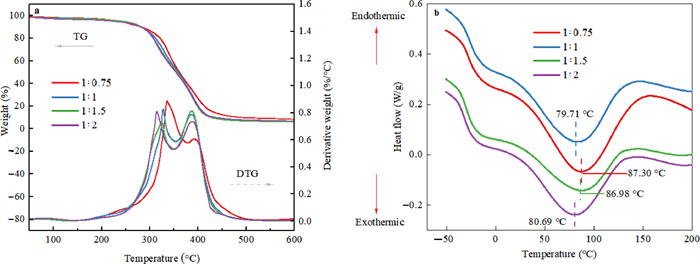
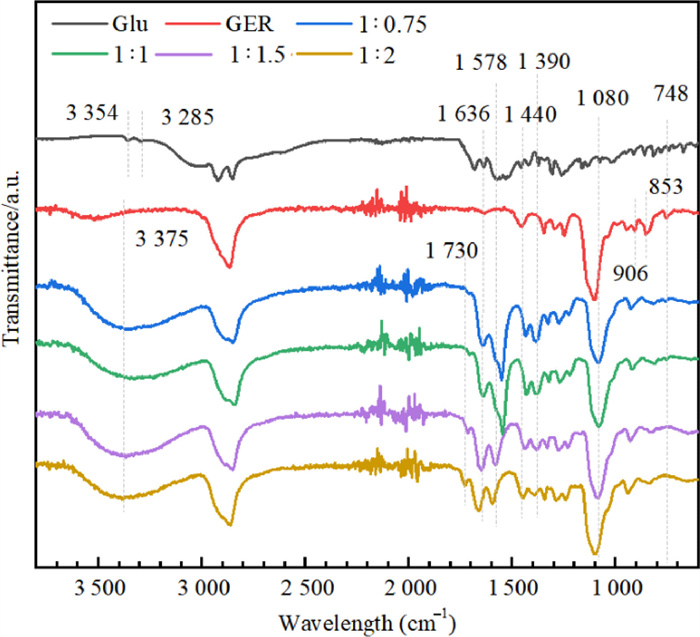
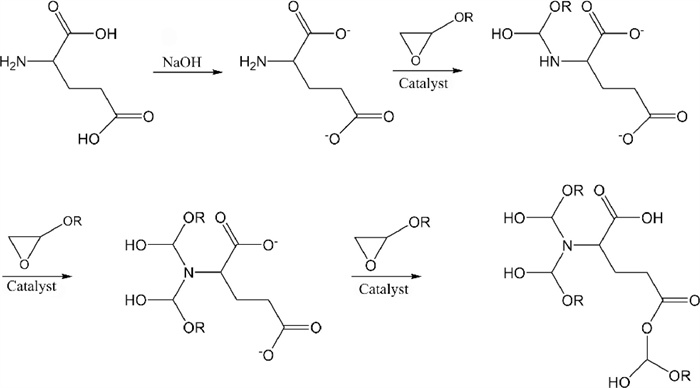
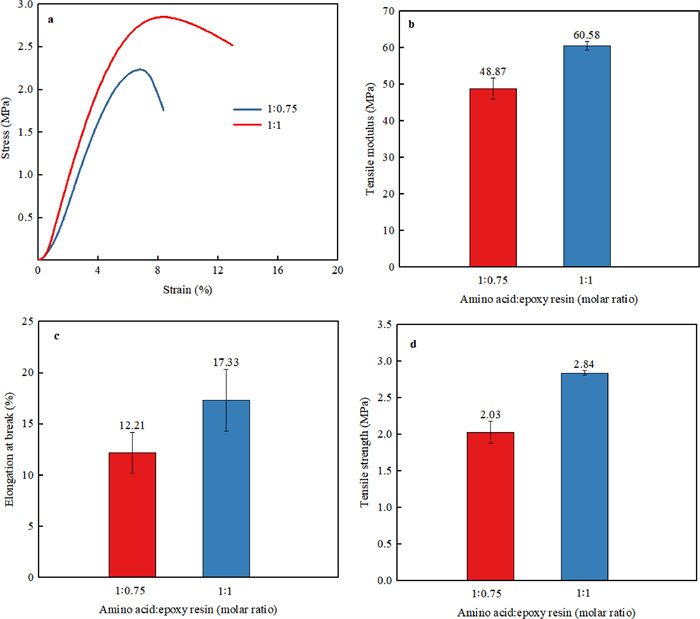
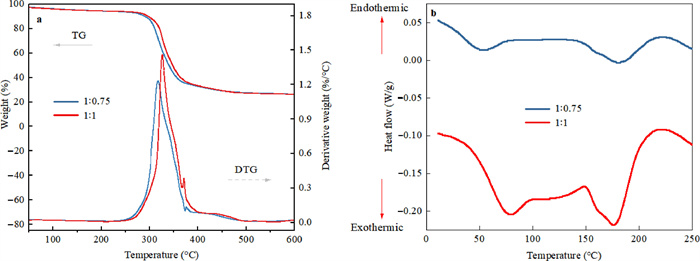
The standard epoxy resin curing agents revealed are from unsustainable petroleum-based sources, which produce poisonous exhaust when cured. Amino acids, a bio-based epoxy curing agent with amino and carboxyl groups, are another potential curing agent. Water-soluble epoxy resins cured with lysine (Lys), glutamic acid (Glu), leucine (Leu), and serine (Ser) as amino acids were investigated. The results showed that the water-soluble epoxy resin (glycerol epoxy resins, GER) was cured with Lys and Glu after reacting. Fourier transform infrared (FT-IR) spectroscopic analysis of the GER-Lys showed that the amino and carboxyl groups of Lys primarily reacted with the epoxy groups of GER. The elongation at break of Lys-cured GER (GER-Lys) cured at 70 ℃ with a molar ratio of 1꞉0.75 was 75.32%. The fact that elongations at break of GER-Lys (79.43%) were higher than those of GER-Glu (17.33%), respectively supports the decrease of crosslinking density by the amino acid-cured GER reaction. The potential of Lys and Glu alternatives for petrochemical amines is demonstrated and provides promising opportunities for industrial application.
The standard epoxy resin curing agents revealed are from unsustainable petroleum-based sources, which produce poisonous exhaust when cured. Amino acids, a bio-based epoxy curing agent with amino and carboxyl groups, are another potential curing agent. Water-soluble epoxy resins cured with lysine (Lys), glutamic acid (Glu), leucine (Leu), and serine (Ser) as amino acids were investigated. The results showed that the water-soluble epoxy resin (glycerol epoxy resins, GER) was cured with Lys and Glu after reacting. Fourier transform infrared (FT-IR) spectroscopic analysis of the GER-Lys showed that the amino and carboxyl groups of Lys primarily reacted with the epoxy groups of GER. The elongation at break of Lys-cured GER (GER-Lys) cured at 70 ℃ with a molar ratio of 1꞉0.75 was 75.32%. The fact that elongations at break of GER-Lys (79.43%) were higher than those of GER-Glu (17.33%), respectively supports the decrease of crosslinking density by the amino acid-cured GER reaction. The potential of Lys and Glu alternatives for petrochemical amines is demonstrated and provides promising opportunities for industrial application.
2024, 9(2): 233-242.
doi: 10.1016/j.jobab.2023.11.001
Abstract:
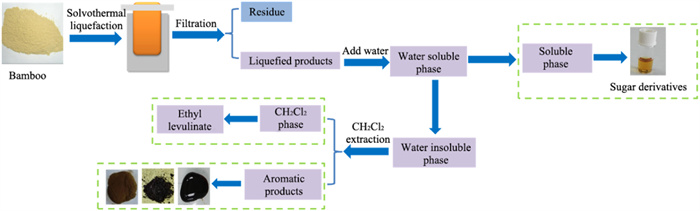
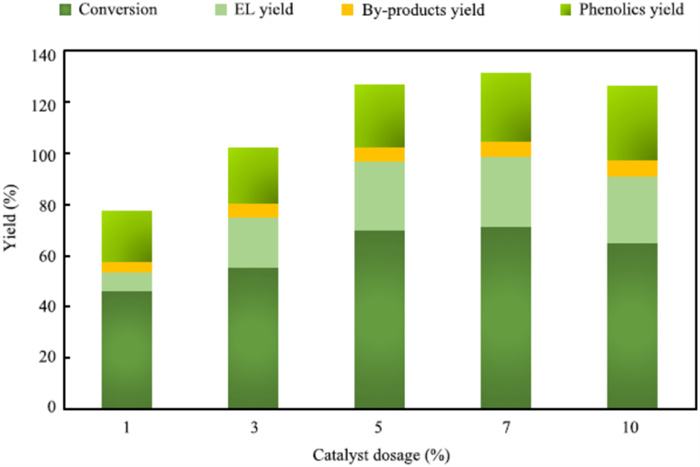
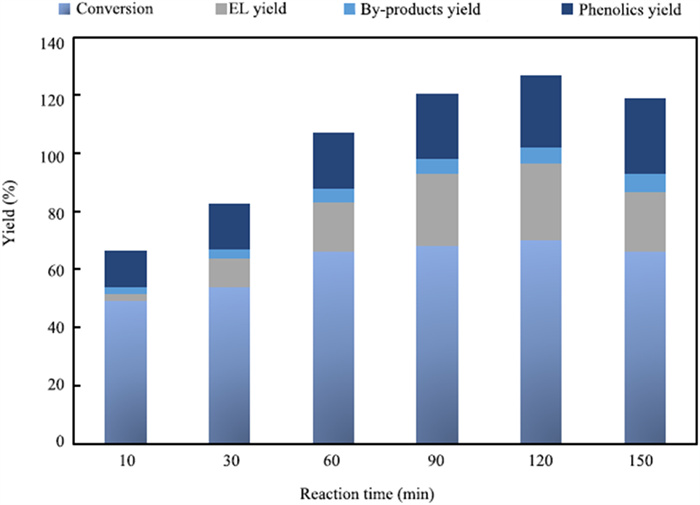
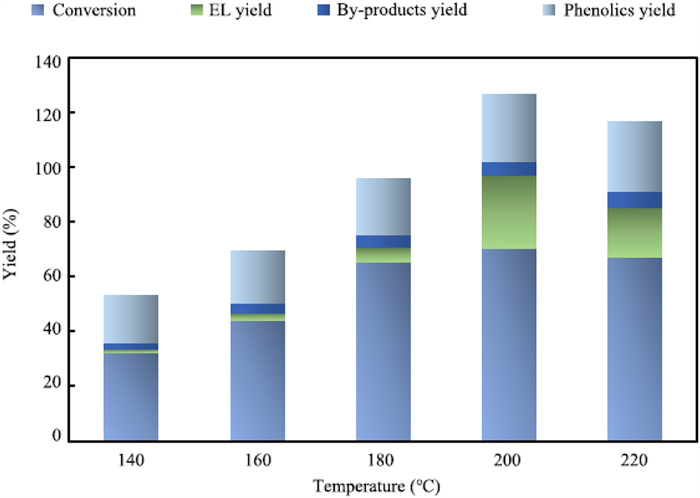
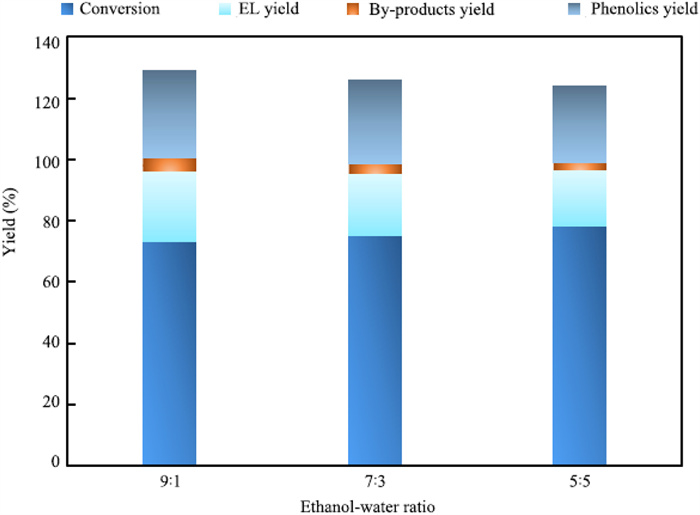
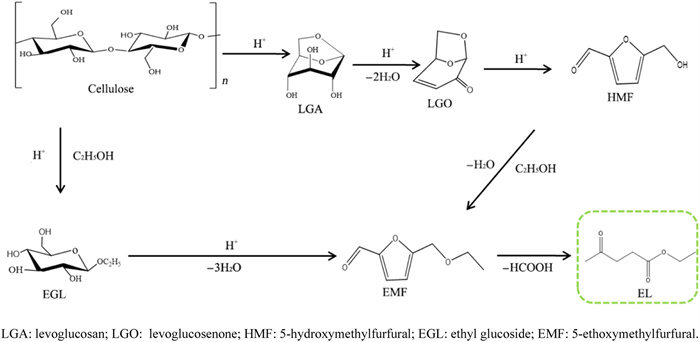
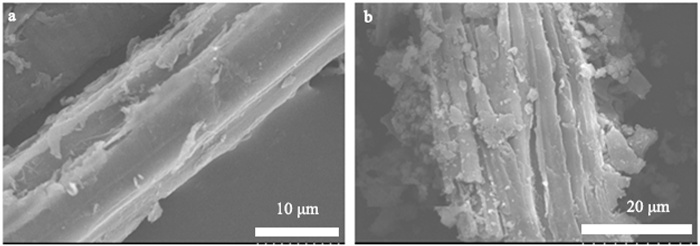
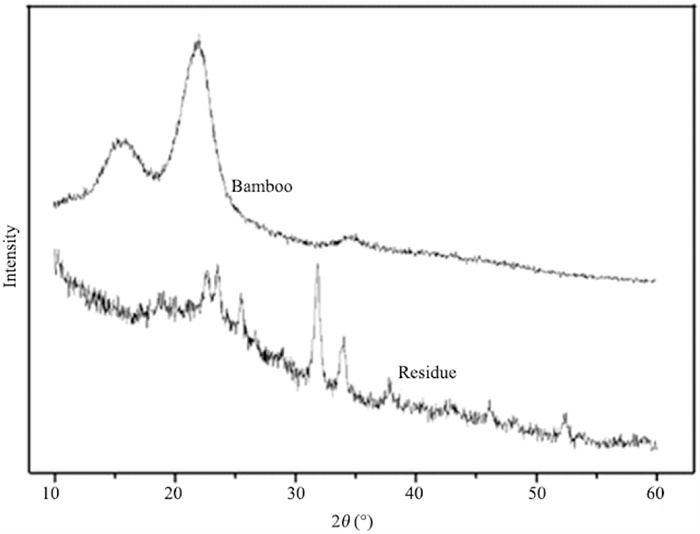
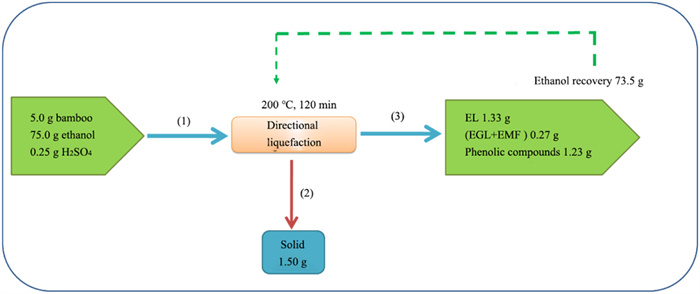
Ethyl levulinate (EL) is a key biomass-derived compounds due to its socio-economic benefits for the synthesis of commodity chemicals. Herein, we proposed an efficient one-step bamboo conversion to EL in ethanol, and a novel stepwise fractionation to purify EL and lignocellulose degradation products. A proton acid, due to its high catalytic efficiency, yielded 26.65 % EL in 120 min at 200 ℃. The productions of ethyl glucoside and 5-ethoxymethylfurfural were analyzed in terms of by-products formation. To the best of our knowledge, there is no single report on catalyst for one step synthesis of EL directly from bamboo, as well as a stepwise fractionation to purify EL. Due to similar physiochemical properties in each fraction, the platform molecules could broaden a new paradigm of bamboo biomass utilization for renewable energy and value-added biochemicals. In addition, glucose, ethyl glucoside, corn starch, and microcrystalline cellulose were also investigated as substrates, so that the reaction intermediates of this one-pot procedure were identified and a possible reaction mechanism was proposed.
Ethyl levulinate (EL) is a key biomass-derived compounds due to its socio-economic benefits for the synthesis of commodity chemicals. Herein, we proposed an efficient one-step bamboo conversion to EL in ethanol, and a novel stepwise fractionation to purify EL and lignocellulose degradation products. A proton acid, due to its high catalytic efficiency, yielded 26.65 % EL in 120 min at 200 ℃. The productions of ethyl glucoside and 5-ethoxymethylfurfural were analyzed in terms of by-products formation. To the best of our knowledge, there is no single report on catalyst for one step synthesis of EL directly from bamboo, as well as a stepwise fractionation to purify EL. Due to similar physiochemical properties in each fraction, the platform molecules could broaden a new paradigm of bamboo biomass utilization for renewable energy and value-added biochemicals. In addition, glucose, ethyl glucoside, corn starch, and microcrystalline cellulose were also investigated as substrates, so that the reaction intermediates of this one-pot procedure were identified and a possible reaction mechanism was proposed.